
What is Stainless Steel Casting?
Are you struggling to manufacture highly complex, tight-tolerance parts without wasting a massive amount of raw material? I hear this specific frustration from procurement managers and lead engineers every day. When machining from solid billets becomes entirely too expensive, or when forging simply cannot accommodate your intricate designs, we rely on the stainless steel casting process.
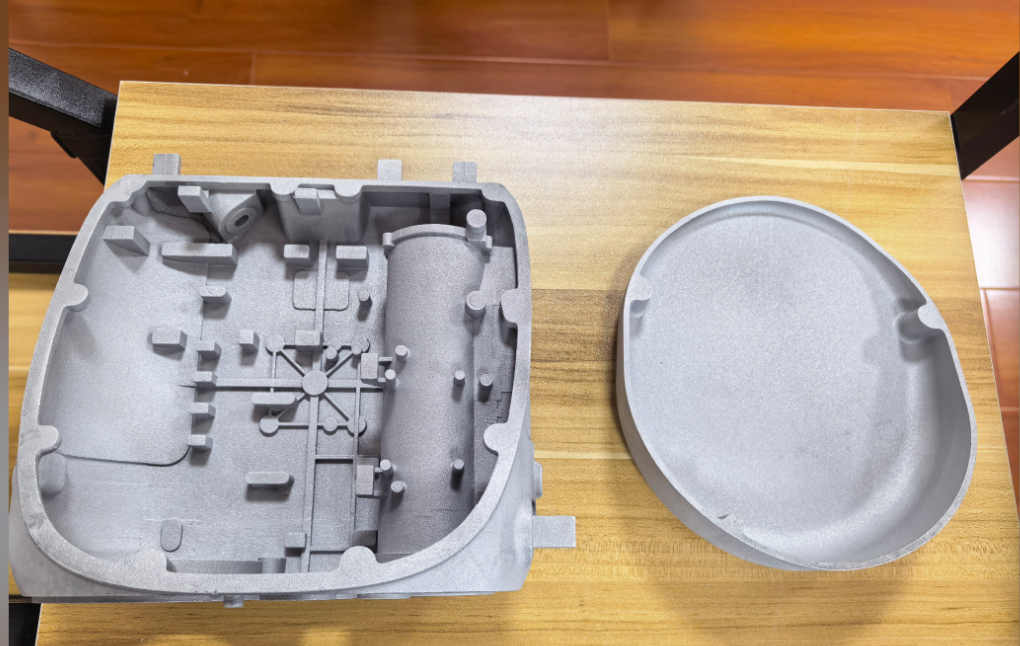
At its core, this process is a straightforward but highly specialized manufacturing method. We melt premium stainless steel alloys and pour the molten metal directly into a custom-engineered, highly specific mold cavity. Once the metal cools and solidifies, the mold is removed to reveal a near-net-shape component. It is the most reliable way to produce custom steel cast parts that perfectly match your exact specifications straight out of the mold.
Why Engineers Choose Casting Over Forging or Machining
Machining chips away valuable material, and forging severely restricts your geometric freedom. Here is exactly why we engineer parts using casting to drive better business outcomes:
| Key Benefit | Impact on Production and Cost |
|---|---|
| Complex Geometries | We easily cast intricate internal cavities, undercuts, and features that are impossible to forge and far too expensive to CNC machine from scratch. |
| Reduced Material Waste | By pouring metal directly into a near-net shape, we drastically cut down on scrap, keeping your raw material costs strictly under control. |
| Excellent Surface Finish | The highly detailed mold yields a smooth surface immediately, minimizing the need for expensive secondary polishing operations. |
| Superior Performance | We consistently produce corrosion resistant steel castings that maintain incredible durability in harsh chemical, marine, and industrial environments. |
By opting to cast your components, we eliminate the high scrap rates of machining and the design limitations of forging, delivering a durable, cost-effective part engineered for reality.
Industries We Serve with Custom Steel Cast Parts The versatility and durability of the stainless steel casting process make it the backbone of numerous high-performance sectors. We routinely engineer components for industries where failure is not an option:
- Aerospace & Defense: Engine components, landing gear hardware, and complex brackets requiring martensitic grades for high strength-to-weight ratios.
- Medical Devices: Surgical instruments, implantable devices, and MRI machine components using sanitary-grade 304 and 316 austenitic stainless steel.
- Oil, Gas & Petrochemical: High-pressure valve bodies, impellers, and fluid handling systems cast from duplex stainless steel to withstand severe corrosive environments.
- Food & Beverage Processing: Mixing impellers, sanitary fittings, and packaging machinery parts that demand a flawless surface finish to prevent bacterial growth.
Primary Methods in the Stainless Steel Casting Process
When we manufacture high-performance parts for the US market, we rely on a few core techniques. Choosing the right method depends entirely on your project’s required size, complexity, and surface finish.
- Precision Investment Casting (Lost Wax Casting Method):
This is the industry standard for high-end manufacturing. We use this method when you need complex internal geometries, extremely tight tolerances, and a superior surface finish straight from the mold. It is the absolute go-to choice for intricate aerospace components, medical tools, and precision valves. - Sand Casting: When evaluating sand casting vs investment casting, sand casting is the workhorse for massive, bulky components. We use it for large parts where pinpoint accuracy and a smooth, cosmetic surface finish are not the primary goals. It is a highly cost-effective way to produce heavy industrial equipment parts. Understanding when to use this heavier method is just as critical as knowing the key facts about alloy steel casting for your structural and heavy-duty applications.
- Centrifugal & Continuous Casting: These are specialized techniques built for specific geometric profiles. We use centrifugal casting to spin molten metal at high speeds into seamless, high-strength tubes and pipes. Continuous casting is our method for steadily pulling molten steel into long, uninterrupted shapes like solid billets or slabs.
The 14-Step Precision Investment Casting Process at precisionvast
When you partner with us for your manufacturing needs, you’re tapping into a highly refined stainless steel casting process. We don’t cut corners. To deliver custom steel cast parts that meet the strict demands of the US market, we rely on a meticulous 14-step workflow based on the proven lost wax casting method.
Here is exactly how we take your design from a digital file to a finished, high-performance component.
Pattern Creation & Shell Building
- Step 1 & 2: Wax Injection & Pattern Assembly: We start by injecting specialized wax into an aluminum master die to create perfect wax replicas of your part. We then attach these replicas to a central sprue to build a “wax tree.”
- Step 3: Shell Building: We dip the entire wax tree into a high-grade ceramic slurry. We apply multiple coats and dry them to build a thick, durable ceramic shell around the wax patterns.
- Step 4 & 5: Dewaxing & The Kettle: The coated tree goes into an autoclave (the kettle). Under high heat and pressure, we melt the wax out entirely. What remains is a precise, hollow ceramic mold.
The Core Stainless Steel Casting Process
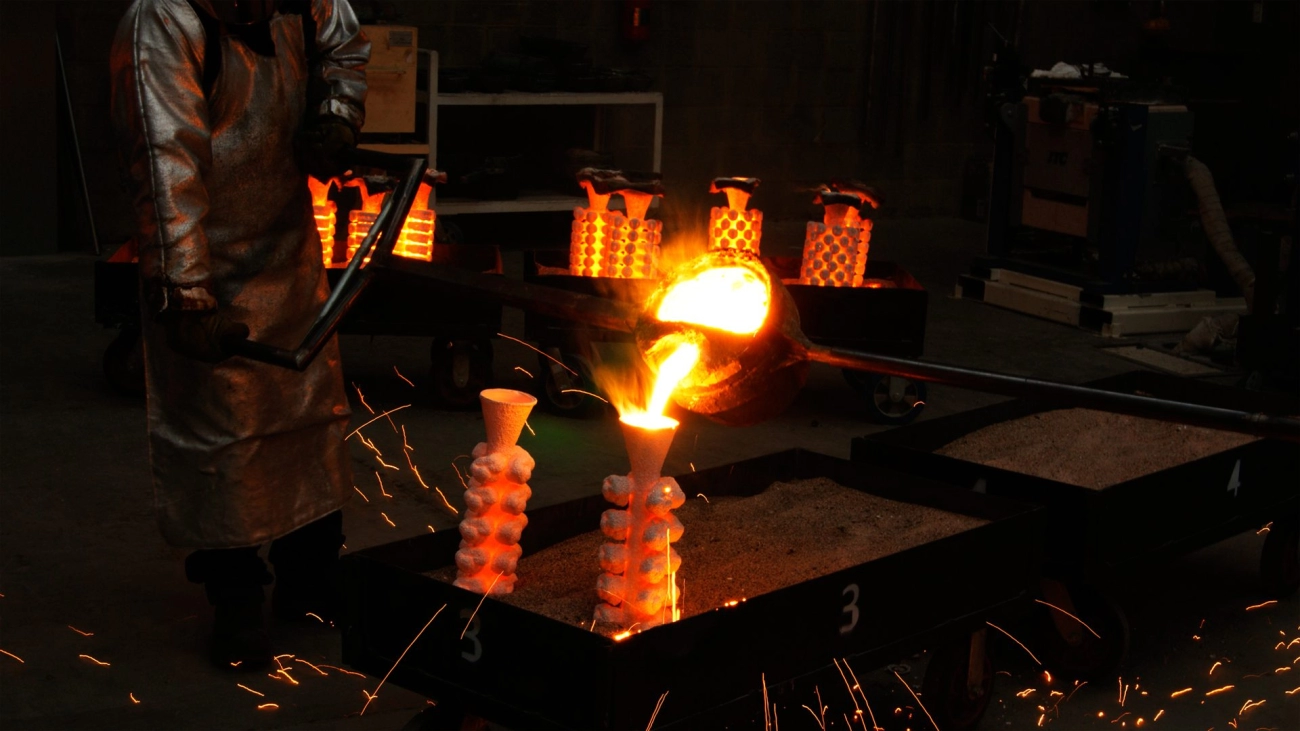
- Step 6: Pouring & Casting: We pre-heat the ceramic shell and pour in molten stainless steel. The liquid metal flows directly into the hollow cavities, capturing every intricate geometric detail.
- Step 7 & 8: Shell Removal & Shot Blasting: Once the steel solidifies and cools, we forcefully break away the ceramic shell. We then use shot blasting to thoroughly clean the raw metal, exposing the true surface of the casting.
- Step 9: Grinding Off Inlets: Our technicians carefully cut and grind away the gating system, separating your individual parts from the main casting tree.
Metal Casting Quality Control & Finishing
- Step 10: Visual & Initial Inspection: We inspect every piece for surface defects or misruns. Catching imperfections early is the backbone of our metal casting quality control.
- Step 11 & 12: Pickling & Polishing: We submerge the parts in a chemical pickling bath to remove impurities and fully restore the steel’s crucial passivation layer. Next, we apply mechanical polishing to hit your required RMS surface finish.
- Step 13 & 14: CNC Machining & CMM Inspection: For projects demanding ultra-tight tolerances, we handle the CNC machining cast parts directly in-house. ly, we run the parts through our Coordinate Measuring Machines (CMM) to verify that every single dimension perfectly aligns with your engineering prints.
By controlling every phase under one roof, we guarantee reliability and precision. You can explore more about our production standards and material capabilities on our manufacturing insights blog.
Common Alloys in the Stainless Steel Casting Process

When we run the stainless steel casting process, picking the right metal grade makes or breaks the final part. In our experience producing custom steel cast parts across the US, three main alloy categories dominate the foundry floor. Each is tailored to specific mechanical and environmental demands.
Austenitic Stainless Steel (304 & 316)
These are the heavy hitters when you need reliable corrosion-resistant steel castings.
- Best For: Food-grade machinery, medical equipment, and marine hardware.
- The Advantage: They provide excellent defense against rust and oxidation while maintaining tight tolerances during precision investment casting.
Martensitic Alloys (410 & 17-4 PH)
When a component needs to survive heavy wear and tear, we pour martensitic grades.
- Best For: Aerospace components, high-pressure industrial pumps, and heavy-duty commercial valves.
- The Advantage: These alloys deliver superior hardness, wear resistance, and high structural strength. Their performance handles intense mechanical stress, often stepping up to the plate in demanding environments similar to those requiring advanced high-temperature alloys.
Duplex Stainless Steel Casting
For the most brutal industrial setups, standard grades often fall short.
- Best For: Chemical processing plants, offshore oil rigs, and aggressive wastewater treatment facilities.
- The Advantage: Duplex combines extreme resistance to chemical corrosion with massive yield strength, giving you the best characteristics of both austenitic and ferritic steels in one robust part.
Critical Design Considerations for Engineers
To get the best results from the stainless steel casting process, you need to design with manufacturability in mind. Proper design cuts down on lead times and keeps production costs manageable for US manufacturers. Here are the core factors we evaluate when reviewing a new precision investment casting project.
Understanding the Cost of the Stainless Steel Casting Process Procurement teams often ask us how to optimize their manufacturing budgets. While investment casting dramatically reduces machining waste, the final cost of your custom steel cast parts is driven by three main factors:
- Tooling Complexity: The upfront cost of the aluminum master die depends on the intricacies of your design. While complex undercuts require multi-piece tooling or soluble cores (increasing initial costs), they save money in the long run by eliminating secondary assembly.
- Alloy Selection: Standard austenitic grades (304/316) are generally more cost-effective than highly specialized duplex or precipitation-hardening (17-4 PH) alloys. We help you balance material cost with required performance.
- Production Volume: The lost wax casting method is highly scalable. Larger production runs significantly amortize the initial tooling and setup costs, dropping the per-part price drastically compared to low-volume machining.
Casting Dimensional Tolerances
When you choose the lost wax casting method, you are aiming for high accuracy. However, setting realistic engineering tolerances from the start is key.
- Standard Linear Tolerances: You can generally expect ±0.005 inches per inch for standard dimensions.
- Critical Dimensions: While we can hold tighter tolerances in certain areas, specifying overly strict tolerances across the entire part increases scrap rates. We recommend leaving ultra-tight dimensional requirements for secondary CNC machining cast parts.
Wall Thickness & Radii
Sharp corners and extremely thin walls are the enemies of flowing liquid metal.
- Minimum Wall Thickness: Keep your wall thickness at least 0.060 inches (1.5mm). Going thinner than this risks a “misrun,” which happens when the molten metal cools and solidifies before entirely filling the mold cavity.
- Generous Radii: Always design with fillets and generous radii instead of sharp 90-degree corners. Sharp internal corners create severe stress concentrations as the metal cools, often leading to shrinkage tears. Designing smooth transitions is a foundational step in preventing common investment casting defects and solutions across all alloy families.
Expected Surface Finishes
A major benefit of precision investment casting is the high-quality surface you get right out of the gate, greatly reducing the need for heavy post-processing.
- As-Cast Finish: Directly from the ceramic mold, parts typically achieve a standard surface finish of about 125 RMS (Root Mean Square).
- Polished Finish: If your project requires a smooth, sanitary grade (common in medical or food-safe 304/316 applications), secondary mechanical polishing and chemical pickling can easily drop that finish down to 63 RMS or better.
Quality Control in the Stainless Steel Casting Process

As an industrial casting manufacturer, we know that delivering flawless custom steel cast parts means catching issues long before they hit your assembly line. Robust metal casting quality control is what separates a reliable component from a costly field failure.
CAE Casting Simulation
We do not rely on trial and error. Before we ever create a physical mold, our engineering team uses advanced CAE casting simulation to perfect the design.
- Maps the Pour: We visualize exactly how the molten metal will fill the mold cavity in real-time.
- Stops Shrinkage: By analyzing the thermal cooling rates digitally, we modify the gating system to prevent internal shrinkage voids.
- Eliminates Porosity: We spot and resolve potential gas trapping risks on screen, saving serious time and wasted material.
Non-Destructive Testing (NDT)
Once the parts are physically cast, we run them through thorough non-destructive testing (NDT) to guarantee internal structural integrity. Knowing what is the best casting steel for your application is only the first step; proving its physical soundness is just as important.
Here is how we verify every part:
- X-Ray Inspection: We look deep inside the solid metal to spot hidden cracks, inclusions, or internal voids that the naked eye cannot see.
- Magnetic Particle Inspection: We detect tiny surface and near-surface flaws by magnetizing the component and applying highly visible iron particles to highlight any disruptions.
- Ultrasonic Testing: We shoot high-frequency sound waves through the material to accurately measure wall thickness and locate deep internal defects.
By combining digital foresight with strict physical testing, we ensure every piece holds up to demanding US manufacturing standards.
Sustainability in Our Metal Casting Process Modern engineers are increasingly looking for eco-friendly manufacturing partners. The stainless steel casting process is inherently sustainable. By pouring near-net-shape components, we generate a fraction of the raw material waste compared to traditional subtractive machining. Furthermore, stainless steel is 100% recyclable. Any gating systems, sprues, or scrap metal generated during our process are melted back down and reused, minimizing environmental impact while maintaining strict metal casting quality control.
Frequently Asked Questions (FAQs)
Standard Lead Time for Casting
A typical stainless steel casting process takes about 6 to 8 weeks for a brand-new project. We spend the first 2 to 3 weeks engineering and machining the aluminum tooling. Producing the first article inspection sample using the lost wax casting method adds another 1 to 2 weeks. Once you approve the initial sample, we move straight into full production.
Handling Intricate Internal Cavities
Yes. Precision investment casting is specifically designed for problem parts. If your design features complex internal channels, severe undercuts, or very thin walls, we can cast it. We utilize advanced soluble wax cores to create highly intricate internal cavities that other methods simply cannot achieve. For components requiring dead-on accuracy, we finish the raw cast parts with precision CNC machining to meet your exact dimensional tolerances.
Choosing the Right Stainless Steel Grade
Picking the right metal depends entirely on your operating environment and performance demands:
- Maximum Corrosion Resistance: For marine, medical, or food-grade applications, rely on stainless steel alloys 304 or 316.
- High Strength and Wear: Martensitic grades (like 410 or 17-4 PH) provide the raw hardness needed for industrial tools, pumps, and valves.
- Extreme Industrial Environments: A duplex stainless steel casting delivers exceptional yield strength while handling highly corrosive chemicals.
If your project requires pushing the limits on both weight reduction and extreme durability, especially in high-performance sectors, it pays to evaluate how titanium alloy vs stainless steel will hold up under your specific working conditions.



