Learn centrifugal die casting process types benefits and compare it with investment casting for high density low porosity metal parts.
You might already know that porosity and structural defects are the biggest enemies of high-stress metal components…
But how do you engineer them out completely?
Well, you’re in the right place because the answer lies in the intense physics of centrifugal die casting.
As a metallurgical expert at Precision Vast, I’ve seen firsthand how choosing the wrong manufacturing process can derail project timelines and inflate your budget. I’m going to give you guidance that goes way beyond basic foundry brochures, backed by real-world industrial engineering experience.
In this post, you’re going to learn exactly how this high-G rotational process guarantees incredible material density, how it stacks up against traditional investment casting, and which method you actually need for your specific parts.
Let’s dive right in.
Are you tired of dealing with weak, porous metal parts that fail under pressure? If you are building high-performance cylindrical components, standard casting methods often fall short. That is exactly why we rely on centrifugal die casting to deliver unmatched durability and density. Let me break down exactly what this process is and the science behind why it creates such superior parts.
What is Centrifugal Die Casting?
At its core, centrifugal die casting is a highly efficient manufacturing method where we pour molten metal into a rapidly spinning permanent mold. Instead of relying purely on gravity or external injection pressure, this technique uses extreme centrifugal force to shape the part.
Here is a quick look at the core mechanics:
- Rapid Rotation: The mold spins at incredibly high speeds along its axis.
- Molten Metal Distribution: Centrifugal force aggressively pushes the liquid metal outward, hugging the mold’s interior walls.
- Extreme Pressure: The spinning generates massive G-forces, packing the metal tightly and seamlessly into the desired shape.
Directional Solidification Explained
The real magic of this process lies in the physics of directional solidification. When the liquid metal hits the spinning mold walls, it starts cooling and solidifying rapidly from the outside in.
This creates a massive advantage for casting defect prevention:
- Dense Outer Layer: The heaviest, purest metal is forced to the extreme outer edges under high pressure.
- Impurities Move Inward: Because trapped gases, slag, and non-metallic inclusions are lighter than the base metal, the rotational casting physics physically force them toward the center (the inner bore).
- Complete Porosity Reduction: Once the part cools, that porous, impure inner layer is simply machined away.
By strategically forcing all the flaws to the center where they can be removed, we are left with a completely solid, high-density component that will not fail under stress.
How the Centrifugal Die Casting Process Works
Let’s break down exactly how we execute centrifugal die casting to turn raw materials into high-density, defect-free parts. We rely on rotational casting physics to do the heavy lifting, following a strict, repeatable five-step process.
- Step 1: Die Preparation and Preheating
Before any metal is poured, we prep the permanent mold by applying a protective refractory coating. We then preheat the die to ensure the material flows smoothly and doesn’t chill prematurely upon contact. - Step 2: Spinning the Mold
The mold is secured and spun at exact rotational speeds. Dialing in the correct RPM is essential to guarantee even molten metal distribution and to generate the necessary centrifugal force. - Step 3: Pouring the Molten Metal
As the mold reaches its optimal spinning speed, we pour the molten metal at a highly controlled rate. Managing the pour speed prevents turbulence and keeps the liquid metal perfectly stable as it enters the die. - Step 4: Cooling and Solidification
This phase leverages extreme G-forces. The spinning motion forces heavy, dense metal against the outer walls while pushing lighter gases and impurities toward the inner bore. This high-pressure directional cooling is an aggressive method of casting defect prevention. It effectively counteracts the common factors behind what causes shrinkage in cast metals, locking in a structurally flawless outer wall. - Step 5: Extraction and Finishing
Once the metal fully solidifies, we stop the rotation and extract the part. Since all the trapped gases and impurities are intentionally forced to the center, we simply machine away the inner diameter. What’s left is a highly symmetrical cast component with exceptional integrity.
The 3 Types of Centrifugal Die Casting
We utilize three distinct methods of centrifugal die casting in our foundry operations. While they all rely on rotational casting physics, each is engineered for very specific part geometries and production goals.
True Centrifugal Casting
- Best For: Completely symmetrical cast components that are hollow on the inside, such as pipes, tubes, and large rings.
- How It Works: We pour molten metal directly into a spinning mold. The extreme G-forces pin the metal strictly against the mold walls. This results in a perfectly uniform, high-density cylinder without ever needing a physical core.
Semi-Centrifugal Process
- Best For: Solid parts with radial symmetry, like gear blanks, heavy-duty pulleys, and wheels.
- How It Works: The mold spins on a vertical axis, feeding metal from a central sprue outward to the edges. This guarantees incredibly dense, strong outer rims. For example, when executing high-performance aluminum casting processes, this method automatically pushes any minor impurities to the center axis, which we simply machine away during finishing.
Centrifuging Metal Parts
- Best For: Producing multiple smaller, non-symmetrical molds simultaneously.
- How It Works: Also known as centrifuge casting, we arrange several distinct mold cavities around a central feeding sprue. As the entire fixture spins, the centrifugal force drives the molten metal outward, filling each individual small cavity under high pressure to ensure zero porosity and exceptional detail.
Key Engineering Advantages of Centrifugal Die Casting
When we evaluate manufacturing methods for critical components, the structural integrity of the final part is everything. Centrifugal die casting stands out because the rotational casting physics naturally enhance the metal’s baseline properties. Here is why we rely on this process for demanding, heavy-duty applications.
Exceptional Material Density
The extreme G-forces applied during the spinning phase push the molten metal heavily against the mold walls. This sustained pressure forces a much tighter, finer grain structure than you would get from static pouring. The result is high-density metal alloys with superior mechanical strength, fatigue resistance, and overall durability.
Complete Porosity Reduction
Trapped gas and internal shrinkage are the primary enemies of cast metal. Through effective porosity reduction casting, the centrifugal pressure forces lighter impurities, slag, and air pockets to migrate toward the inner bore of the part—well away from the critical structural zones. This built-in casting defect prevention means the final piece is virtually flawless once the inner diameter is machined out.
Built-In Cost-Efficiency
The economics of this process make sense for large, symmetrical parts. Unlike traditional aluminum die casting setups that require complex networks of gates, runners, and risers to properly feed the mold, centrifugal casting simply uses spinning motion to distribute the metal.
- Less Material Waste: Without the need for extensive gating systems, you pour less excess metal.
- Higher Casting Yield: A much larger percentage of the poured metal goes directly into the usable final product.
- Fewer Rejects: The predictable directional solidification drastically cuts down on scrapped parts due to internal voids.
Centrifugal Die Casting vs. Investment Casting: Which Do You Need?
Choosing the right manufacturing method dictates the quality, cost, and performance of your final product. When evaluating centrifugal die casting against investment casting, the decision ultimately comes down to the geometry of your part and the structural integrity it requires.
When to Use Centrifugal Casting
If your project demands heavy, cylindrical integrity, centrifugal casting is the clear winner. This method relies on rotational casting physics to force molten metal against the die wall, creating a highly dense, defect-free structure.
- Ideal Geometry: Symmetrical cast components like tubes, rings, flanges, and cylinders.
- Core Benefit: Exceptional directional solidification that naturally forces impurities out, resulting in massive porosity reduction.
- Material Strength: Because of the high-density output, pairing this process with the top 6 heat-resistant metals for high-temperature use creates parts capable of surviving the harshest aerospace and industrial environments.
When to Use Investment (Lost-Wax) Casting
Investment casting is built for intricate, complex geometries that other casting methods simply cannot achieve. If your design includes thin walls, internal channels, or asymmetrical profiles, lost-wax casting is the only way to go.
- Ideal Geometry: Asymmetrical, highly detailed, and complex shapes.
- Core Benefit: Near-net shape production that requires little to no secondary machining.
Investment Casting vs Centrifugal Process
| Feature | Centrifugal Die Casting | Investment Casting |
|---|---|---|
| Primary Shape | Symmetrical, tubular, cylindrical | Complex, intricate, asymmetrical |
| Tooling Approach | Permanent mold casting | Expendable wax and ceramic molds |
| Internal Density | Superior (due to high G-forces) | Standard |
| Best For | Large, heavy-duty industrial parts | Smaller, highly detailed precision parts |
The precisionvast Approach to Process Selection
At precisionvast, we do not rely on guesswork to build your components. We utilize advanced CAE (Computer-Aided Engineering) simulation to drive our process selection. Before we pour any metal, we digitally map the molten metal distribution and cooling rates. This simulation ensures we match your exact design parameters to the correct process—whether that requires the raw, dense power of centrifugal die casting or the delicate precision of investment casting—saving you time and cutting unnecessary production costs.
Common Industries Using Centrifugal Die Casting
We provide specialized industrial foundry services across the United States, delivering high-density metal alloys for demanding environments. Because centrifugal die casting naturally pushes out impurities, we see immense demand from sectors where mechanical failure simply is not an option.
Here is a breakdown of how major industries rely on our symmetrical cast components:
Aerospace & Defense
To meet strict aerospace casting standards, parts require zero porosity and exact tolerances. Understanding die casting dimensional capability is crucial when we manufacture mission-critical flight components, including:
- Jet engine rings: Built to handle extreme thermal stress and high-speed rotation.
- Compressor cases: Ensuring absolute structural integrity and safety under intense atmospheric pressure.
Automotive & Industrial
The automotive sector leverages rotational casting physics for engine and motor parts that must endure heavy daily wear. Key applications include:
- Aluminum rotor manufacturing: Essential for modern electric vehicle motors. Knowing how to design structural aluminum castings efficiently ensures peak performance while keeping the overall vehicle weight down.
- High-pressure valves: Heavy-duty control components used in large-scale industrial fluid systems.
Energy & Marine
Offshore oil rigs and power generation plants need infrastructure that can withstand brutal, corrosive environments for decades.
- Heavy-duty flanges: Connecting massive, high-flow pipelines safely without the risk of microscopic leaks.
- Corrosion-resistant hardware: Utilizing specialized alloys to survive constant saltwater exposure and extreme deep-sea pressures.
Supported Materials and Alloys for Centrifugal Die Casting
When we run our centrifugal die casting lines, selecting the right metal is critical for producing high-density metal alloys that perform under pressure. The rotational casting physics involved means we can work with a broad spectrum of materials to meet strict industrial and aerospace casting standards.
Here is a breakdown of the core metals we process:
- Carbon and Stainless Steel: We routinely pour carbon steel and standard stainless grades to create rugged, wear-resistant parts. These metals are staples for heavy machinery and structural piping where symmetrical cast components are mandatory.
- Duplex Stainless Steel: For environments demanding superior corrosion resistance and high tensile strength, duplex stainless steel is our go-to. The centrifugal force ensures a tight, defect-free grain structure essential for marine and chemical processing applications.
- Aluminum and Titanium Alloys: We handle lightweight, high-strength metals perfectly suited for modern engineering demands. From components used in aluminum rotor manufacturing to advanced aerospace parts, this permanent mold casting process maximizes material integrity. As industries shift toward lighter, stronger components, processing titanium efficiently is becoming essential, especially given the growing reliance on titanium in electric vehicles (EVs).
By matching the right alloy with the extreme forces of the casting process, we consistently deliver parts that outlast and outperform standard cast components.
FAQs About Centrifugal Die Casting
Centrifugal vs. Traditional Casting
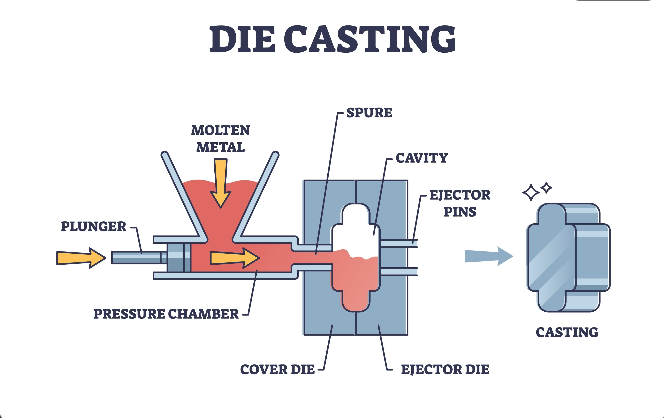
The main difference comes down to how the metal enters the mold. Traditional die casting uses high-pressure rams to inject molten metal into a cavity. Centrifugal die casting relies on rotational casting physics. We spin the mold at high speeds, using centrifugal force to throw and pack the metal against the mold walls. This naturally produces a much denser, stronger component.
Casting Asymmetrical Shapes
While true centrifugal casting is strictly for symmetrical, hollow parts like pipes and rings, we can still cast asymmetrical shapes using a variation called centrifuging. In this setup, we place multiple non-symmetrical mold cavities around a central spinning axis. The rotational force pushes the molten metal outward into each cavity, giving us high-density results for complex shapes.
Eliminating Gas Porosity
The spinning process acts as a natural purifier. The extreme G-forces push the heavy, dense metal outward against the mold wall. At the same time, lighter impurities and trapped gas bubbles are forced inward to the center bore. This built-in porosity reduction casting guarantees a defect-free outer structure. We simply machine away the inner layer to remove the trapped gases. This level of integrity is exactly why demanding sectors rely on heavy-duty OEM carbon steel castings for their critical infrastructure.
Standard Casting Tolerances
Because the metal is forced directly against a permanent mold under high pressure, the outer diameter (OD) achieves very tight, precise tolerances right out of the mold. The inner diameter (ID) is where the impurities gather, so it generally requires finish machining to hit exact final dimensions. Whether we are pouring heavy steel alloys or taking advantage of specific A356 aluminum casting properties, this method consistently delivers exceptional dimensional stability on all outer surfaces.