
Learn what anodized aluminum is with precisionvast Type II and Type III hardcoat custom colors corrosion resistant components and CNC machining.

Custom Precision Anodized Aluminum Components & Profiles
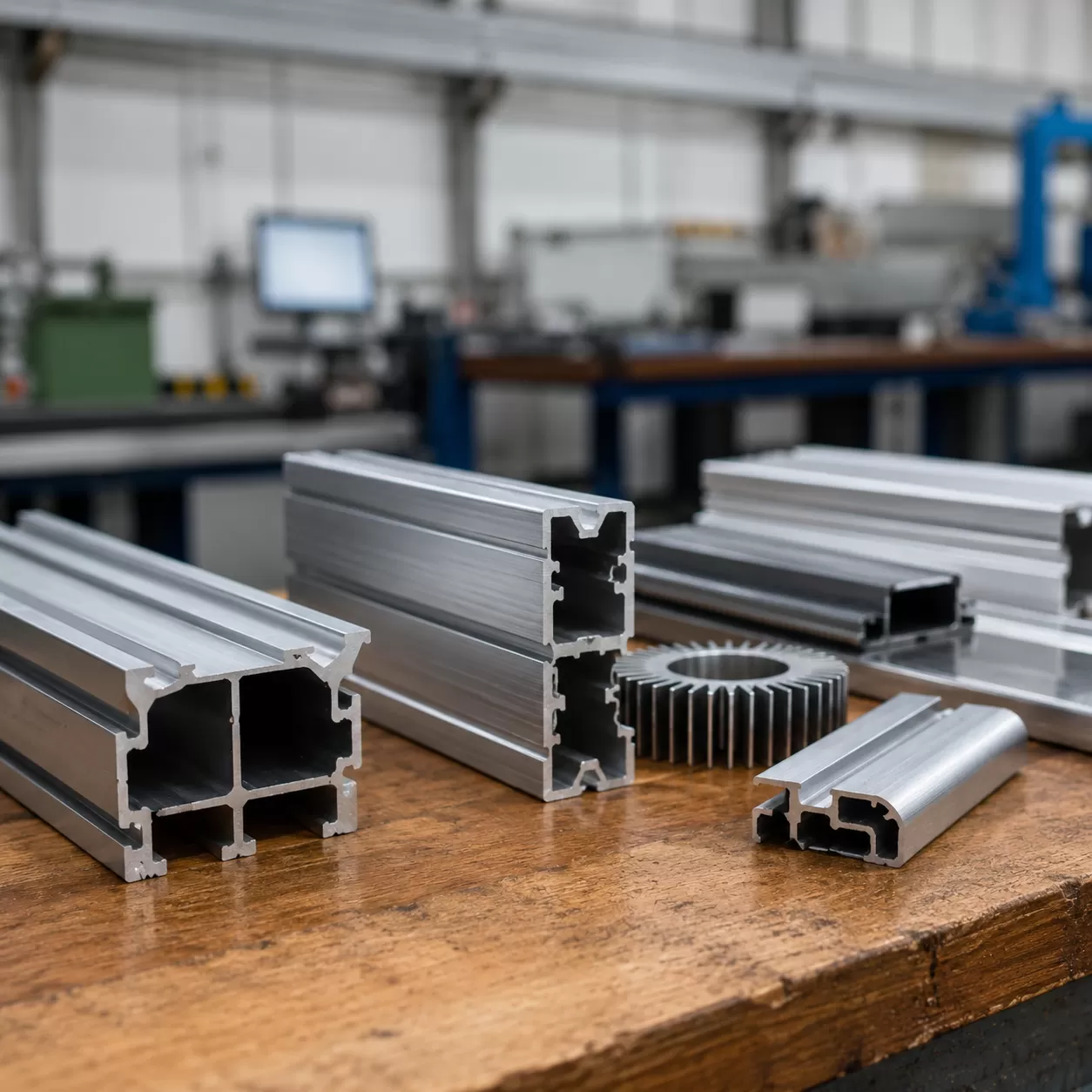
We specialize in manufacturing high-performance, corrosion-resistant anodized aluminum parts machined to extreme tolerances. Whether you need complex CNC machined parts or custom extruded profiles, our team delivers industrial-grade components that meet strict engineering standards.
Product Overview & What It Is
What is anodized aluminum? It is aluminum that has undergone an electrolytic oxidation coating process. This surface treatment transforms the natural metal exterior into a highly durable, corrosion-resistant, and decorative anodic oxide layer. Because it is integrated into the metal rather than sprayed on, this finish will never peel, chip, or flake.
Technical Specifications & Capabilities Table
We maintain strict control over our aluminum finishing services to ensure every batch meets your exact mechanical requirements.
| Feature | Capabilities & Specifications |
|---|---|
| Material Grades | 6061, 6063, 7075, 5052, and more |
| Anodizing Specifications | MIL-A-8625 Type I, Type II, and Type III Hardcoat |
| Layer Thickness | Decorative (Type II): 5–25 µm | Hardcoat (Type III): Up to 150 µm |
| Machining Tolerances | Accurate down to $pm 0.005 text{ mm}$ ($pm 0.0002 text{ in}$) |
| Surface Finishes | Matte, satin, bright dip aluminum finish, bead blasted, brushed |
Customization Options: Colors & Finishes
We offer a complete range of custom aesthetic options to match both functional and visual design targets:
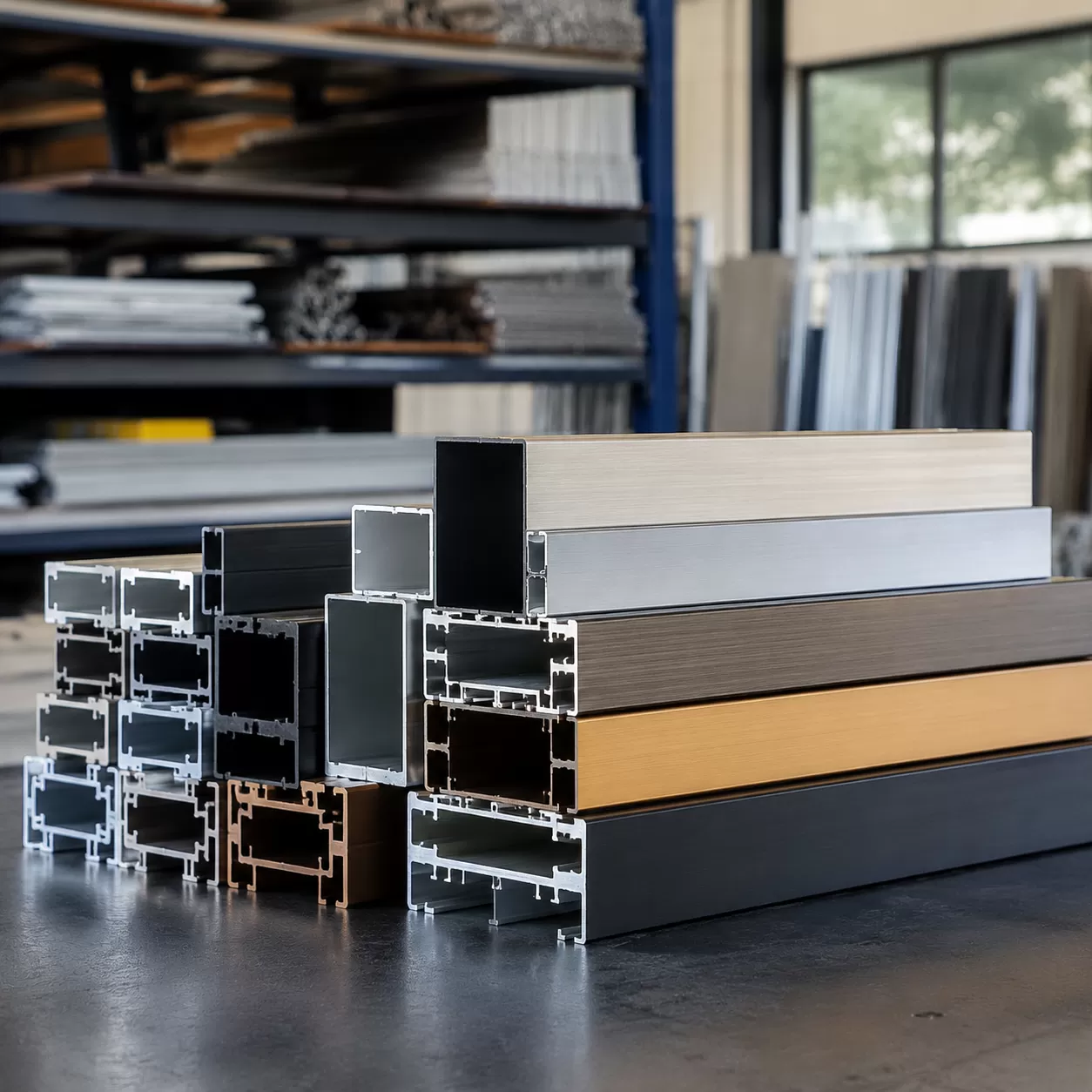
- Color Matching: Long-lasting, UV-stable options including deep black, gold, bronze, clear anodized aluminum alloy, and custom vibrant pigments.
- Texture Modifications: Pre-anodization mechanical finishes like bead blasting for a smooth matte look, or heavy brushing for a premium metallic texture.
- Reflectivity: High-gloss options achieved through a premium bright dip aluminum finish.
Key Engineering Benefits
Choosing our hard anodized components provides critical physical advantages for demanding applications:
- Wear-Resistant Metal Finish: Type III hardcoat anodizing drastically increases surface hardness, matching the scratch resistance of hardened steel.
- Corrosion Resistant Aluminum: Exceptional protection against saltwater, chemicals, and harsh outdoor environments.
- Thermal & Electrical Insulation: High dielectric breakdown voltage provides excellent electrical insulation while maintaining great thermal dissipation.
- No Added Weight: Maintains aluminum’s signature high strength-to-weight ratio without adding the bulk of heavy steel alloys.
Industrial Applications
Our CNC machined anodized parts and structural profiles serve critical US and global industries:
- Aerospace & Defense: Lightweight brackets, housings, and weapon system components requiring MIL-A-8625 compliance.
- Consumer Electronics: Premium smartphone chassis, laptop shells, and high-efficiency heat sinks.
- Automotive Engineering: High-wear engine components, pistons, valve bodies, and custom wheel hubs.
- Medical & Cookware: Non-reactive, non-toxic, and easily sterilizable surgical trays and heavy-duty commercial cookware.
Why Source From precisionvast?
When you partner with precisionvast, you are sourcing directly from the manufacturer. We control the entire production pipeline—from initial CNC machining and extrusion to the final aluminum surface treatment and quality inspection. We eliminate mid-tier supplier markups, guarantee tight geometric tolerances, and deliver fully certified, contract-compliant components optimized for the United States market.
What is Anodized Aluminum? A Comprehensive Guide to Properties, Process, and Applications
Understanding Anodized Aluminum: The Definition
Anodized aluminum is aluminum that has undergone an electrochemical process to transform its metal surface into a durable, corrosion-resistant, and anodic oxide finish. Unlike raw metal, this material won’t rust or peel over time. It provides the perfect balance of lightweight strength and rugged surface protection for demanding structural and CNC parts.
Is Anodizing a Coating or a Surface Treatment?
Anodizing is strictly an aluminum surface treatment, not a coating. Instead of applying a layer of paint or film onto the metal, the process fully integrates with the underlying substrate. It is fully porous during the middle stages, allowing it to accept custom colored dyes before it is permanently sealed.
The Science: How Aluminum Oxide Formations Alter the Substrate
The magic happens through controlled electrolytic oxidation. When we submerge the aluminum into an acid electrolyte bath and pass an electrical current through it, the aluminum acts as the anode. This releases oxygen ions that merge with the aluminum atoms, creating a highly controlled aluminum oxide layer.
This micro-structure actually grows both into the metal and builds outward on the surface. While we specialize in machining raw components, understanding how these microscopic changes affect raw materials is just as critical as knowing what aluminum casting molds are and how they are made to ensure precise final part tolerances.
Anodized vs. Painted vs. Powder-Coated Aluminum
When choosing an aluminum finishing service, understanding mechanical and architectural differences prevents part failure. Here is how anodizing stacks up against traditional paints and powder coatings:
| Feature | Anodized Aluminum | Painted Aluminum | Powder-Coated Aluminum |
|---|---|---|---|
| Adherence | Fully integrated with substrate (Zero peeling) | Topical film layer (Prone to chipping) | Topical resin layer (Can flake or peel) |
| Surface Hardness | Extremely high (Comparable to sapphire) | Low scratch resistance | Moderate scratch resistance |
| UV Resistance | Excellent (Will not chalk or fade easily) | Poor to moderate | Moderate (Can degrade over time) |
| Thermal Dissipation | High efficiency | Insulating barrier | Insulating barrier |
| Tactile Feel | Premium, metallic texture | Smooth or glossy plastic feel | Thick, textured plastic feel |
The Step-by-Step Electrochemical Anodizing Process
Transforming raw aluminum into a hardened, high-performance component relies on a highly controlled electrochemical oxidation process. We pass a precise electrical current through an acid bath to alter the metal’s surface at a molecular level. This is not a topical coating; we are structurally transforming the outer layer of the aluminum substrate itself.
Stage 1: Pre-Treatment (Cleaning, Degreasing, and Chemical Etching)
Before any electrochemical transformation happens, the metal must be completely pristine. We start with a multi-step pre-treatment phase to eliminate contaminants:
- Heavy-Duty Degreasing: Removes manufacturing oils, grease, and shop dirt.
- Chemical Etching: A controlled acid or alkaline wash that strips away the natural, uneven ambient oxide layer. This creates a uniform, matte finish and prepares the raw material for optimal pore formation.
- Desmutting: Removes residual alloying elements (like copper or silicon) left on the surface after etching, ensuring a clean slate.
Stage 2: The Electrolytic Acid Bath (Anode, Cathode, and Electrical Current)
This stage is where the actual anodization process occurs. We submerge the prepped parts into a tank filled with an acid electrolyte solution, typically sulfuric acid.
- The Setup: We connect the aluminum parts to the positive terminal of a DC power supply, making them the anode. We place negative plates, or cathodes, along the perimeter of the tank.
- The Reaction: When we introduce the electrical current, water molecules split. Oxygen ions migrate directly to the aluminum surface, reacting to build a highly uniform, porous anodic oxide layer.
- Precision Control: We constantly monitor the temperature, voltage, and chemical concentration to ensure the microscopic pores grow at a perfectly steady rate.
Stage 3: Secondary Processes (Electrolytic Dyeing and Pigment Absorption)
Once the unsealed oxide layer is formed, it contains millions of microscopic, open pores. This is the ideal window for adding vibrant, permanent color or specialized finishes.
- Organic and Inorganic Dyeing: We submerge the parts into a dye bath. The open pores drink up the pigment through capillary action.
- Electrolytic Dyeing (Two-Step Anodizing): For architectural-grade UV stability, we use an alternating current to deposit metallic salts (like tin or nickel) into the base of the pores. This creates incredibly durable tones ranging from light bronze to deep jet black.
Stage 4: Sealing Methods (Boiling Deionized Water, Nickel Acetate, vs. Teflon/PTFE Impregnation)
The final, critical step is closing those microscopic pores to lock in the color and maximize the material’s corrosion resistance. Depending on your part’s final environment, we use one of three main sealing methods:
| Sealing Method | Mechanism & Performance | Best Used For |
|---|---|---|
| Boiling Deionized Water | Hydrates the aluminum oxide into crystalline bohmite, swelling the pores shut without chemicals. | Standard decorative parts, consumer electronics, and food-safe items. |
| Nickel Acetate Seal | Deposits nickel salts into the pores for superior dye retention and enhanced fade resistance. | Outdoor architectural elements and high-wear colored components. |
| Teflon / PTFE Impregnation | Infuses the open pore structure with fluorocarbon polymers prior to final closure. | High-friction industrial parts requiring a self-lubricating, wear-resistant metal finish. |
Proper sealing ensures your components withstand harsh handling, environmental exposure, and heavy wear without degrading over time. For demanding industrial applications that require structural durability alongside cleanability, understanding this process helps clarify how anodized components differ from alternatives like the high-pressure aluminum die casting process, where surface treatments are handled post-casting to achieve a professional-grade finish.
Types of Aluminum Anodization (MIL-A-8625 Specifications)
When we talk about professional-grade finishes, we follow the MIL-A-8625 military specification. This ensures every part we process meets strict standards for thickness and durability. Depending on whether you need a sleek look for consumer electronics or a rugged surface for heavy machinery, we utilize three primary types of anodization.
Breakdown of Anodizing Types
| Type | Process Name | Coating Thickness | Primary Benefit |
|---|---|---|---|
| Type I | Chromic Acid Anodizing | 0.5μm – 2.5μm | Best for fatigue resistance and bonding primer. |
| Type II | Sulfuric Acid Anodizing | 1.8μm – 25μm | Ideal for vibrant colors and decorative finishes. |
| Type III | Hardcoat Anodizing | 13μm – 150μm | Extreme wear resistance and surface hardness. |
Type I: Chromic Acid Anodizing
This is the thinnest of the three major types. We use it primarily when parts have complex geometries or require high fatigue resistance. Since the coating is thin and flexible, it doesn’t affect the dimensions of the part significantly. It serves as an excellent corrosion-resistant primer base for subsequent painting or adhesive bonding.
Type II: Sulfuric Acid Anodizing
This is the “standard” or decorative anodizing used across most industries. By using a sulfuric acid bath, we create a porous structure that is perfect for absorbing pigments. It provides a balance between medium wear coatings and aesthetic appeal, making it a favorite for our custom CNC machined anodized parts.
Type III: Hardcoat Anodizing
When your project demands the ultimate in durability, Type III hardcoat anodizing is the solution. This process occurs at colder temperatures with higher voltage, resulting in a dense, thick, and incredibly hard anodic oxide layer.
- Industrial Wear-Resistance: Engineered for parts subject to constant friction.
- Thick Structural Coatings: Can reach up to 150 microns for maximum protection.
- Thermal Insulation: Provides a high dielectric breakdown voltage.
Mechanical and Physical Properties of Anodized Aluminum
When we put raw metal through an electrolytic oxidation coating process, we fundamentally upgrade its physical DNA. Standard aluminum is already a great material, but transforming it into an anodized aluminum sheet or a precision machined component unlocks a whole new level of structural and mechanical performance.
Surface Hardness and Scratch Resistance
The anodic oxide layer created during treatment is incredibly hard. On the Mohs hardness scale, anodized aluminum scores a 9—right below diamond—which significantly outclasses untreated raw metals. In terms of engineering metrics like the Rockwell C scale, type III hardcoat anodizing yields a surface hardness that easily rivals hardened tool steel. This wear-resistant metal finish protects parts from heavy friction, scratching, and abrasive wear in the field.
Corrosion Resistance in Marine and Coastal Environments
One of the biggest wins for this aluminum surface treatment is its salt-water survival rate. Untreated metals pit and degrade quickly when exposed to salt spray and coastal humidity. Our hard anodized components form a dense, non-reactive barrier that stops environmental degradation completely. Whether you are using a 5000-series alloy or utilizing high-pressure aluminum die casting for marine housings, anodizing ensures your parts won’t rust, scale, or chalk.
Thermal Dissipation and Dielectric Breakdown Voltage
Anodization completely changes how aluminum interacts with heat and electricity:
- Thermal Dissipation: The microscopic porosity of the anodic layer increases the total surface area, allowing heat sinks and electronic enclosures to radiate heat much more efficiently than raw metal.
- Electrical Insulation: The oxide layer acts as an excellent electrical insulator. It provides a high dielectric breakdown voltage, isolating electrical currents and protecting sensitive electronic assemblies from short circuits.
Weight-to-Strength Ratio
The best part about using a clear anodized aluminum alloy or a colored hardcoat is that you don’t add heavy weight to your design. Unlike heavy steel or bulky painted coatings, anodizing alters the substrate itself. You maintain aluminum’s lightweight advantage while enjoying the surface durability of heavy-duty steel.
Choosing the Best Aluminum Alloys for High-Quality Anodizing
Not all metals respond the same way to an electrolytic oxidation coating. Choosing the right aluminum surface treatment depends heavily on the specific alloy series you select. At precisionvast, we match your structural and aesthetic needs with the ideal material to ensure a flawless, wear-resistant metal finish.
The 6000 Series (6061, 6063): The Gold Standard for CNC Parts
The 6000 series—specifically 6061 and 6063—is the absolute gold standard for CNC machined anodized parts. These alloys contain magnesium and silicon, which allow them to accept clear anodized aluminum alloy treatments and vibrant colored dyes beautifully.
- 6061 Aluminum: Offers excellent structural strength, making it perfect for heavy-duty mechanical components.
- 6063 Aluminum: Delivers an exceptionally smooth surface finish, highly preferred for architectural extrusions and decorative trim.
- Anodizing Response: Yields a uniform, predictable anodic oxide layer with excellent color consistency.
The 7000 Series (7075): High-Strength Aerospace Limitations
When extreme strength is mandatory, 7075 aluminum is the go-to choice for aerospace and defense components. However, its high zinc content presents specific challenges during the anodization process.
- The Challenge: Zinc can cause the anodized layer to look yellowish, olive-drab, or uneven, especially during Type III hardcoat anodizing.
- Best Practices: To achieve a high-quality wear-resistant metal finish on 7075, strict control over bath temperature and current density is required. It is highly recommended for functional, high-wear coatings rather than bright cosmetic finishes.
The 5000 Series (5052): Superior Marine Performance
For components exposed to harsh, salty environments, 5052 aluminum delivers unmatched performance.
- Corrosion Resistance: This magnesium-alloyed series provides exceptional natural protection against saltwater pitting.
- Anodizing Outcome: It responds beautifully to sulfuric acid anodizing, creating a dense protective barrier. It is widely used for marine hardware, enclosures, and heavy-duty sheet metal fabrication.
If your project requires alternative manufacturing methods before surface finishing, you can explore our comprehensive insights on aluminum casting processes and benefits to determine the best fabrication route for your custom components.
| Aluminum Series | Primary Alloy Element | Anodizing Quality | Best Used For |
|---|---|---|---|
| 6000 Series (6061/6063) | Magnesium & Silicon | Excellent (Cosmetic & Hardcoat) | CNC Machined Parts, Structural Frames |
| 7000 Series (7075) | Zinc | Moderate (Best for Functional Hardcoat) | Aerospace, High-Stress Military Components |
| 5000 Series (5052) | Magnesium | Excellent (Clear & Protective) | Marine Hardware, Fuel Tanks, Marine Sheets |
Custom Aesthetic Options: Textures, Finishes, and Colors at precisionvast
We do not just provide standard finishes. At precisionvast, we offer custom aesthetic options to give your parts the exact look and feel your project demands. By pairing mechanical pre-treatments with advanced chemical processes, we deliver a wide range of premium finishes.
Matte, Satin, and Bright Dip Finishes
The final look of your anodized parts depends heavily on the chemical bath treatment. We control this process to achieve three primary appearance levels:
- Matte Finish: Uses a chemical etch to remove surface glare, hiding minor manufacturing imperfections and fingerprints.
- Satin Finish: A smooth, semi-gloss appearance that offers a sleek, modern, professional look.
- Bright Dip Aluminum Finish: A specialized high-gloss chemical polishing process that makes the aluminum mimic a mirrored or chrome-like sheen before the final anodization process.
Achieving Long-Lasting, UV-Stable Colored Dyes
During the sulfuric acid anodizing stage, the open porous structure of the anodic oxide layer allows us to introduce vibrant pigments. We specialize in producing deep, uniform colors—such as black, gold, and bronze—that resist fading. For outdoor architectural or automotive components, we utilize premium UV-stable organic and inorganic dyes to prevent bleaching and degradation from sun exposure.
Mechanical Finishing Accommodations
To achieve the ultimate surface quality, we often perform mechanical finishing services before the parts ever enter the electrochemical tanks.
| Pre-Anodization Technique | Surface Texture Result | Best Used For |
|---|---|---|
| Bead Blasting | Uniform, non-reflective, textured matte finish | Eliminating CNC tool marks and glare |
| Brushing | Unidirectional, linear satin grain pattern | High-end consumer electronics and trim |
| Buffing | Ultra-smooth, mirror-like surface | Maximum gloss when paired with a bright dip finish |
Whether you need rugged, hard anodized components for industrial wear or sleek consumer-facing enclosures, our tailored texturing and coloring capabilities ensure your parts hit both aesthetic and functional engineering metrics. For insights into how our structural production methods complement these surface treatments, check out our recent updates on the precisionvast blog.
Global Industrial Applications for Anodized Components

Anodized aluminum is a staple material across major United States manufacturing sectors. By transforming a raw aluminum surface treatment into a high-performance anodic oxide layer, this process delivers the exact durability and precision required by heavy industries.
Aerospace & Defense: High-Performance Structural Parts
In aerospace engineering, minimizing weight while maximizing component lifespan is critical. Anodizing provides structural parts and defense components with superior corrosion resistance and defense against wear.
- Key Components: Bracket assemblies, housing units, and specialized weapons components.
- The Benefit: Meets strict military standards while ensuring parts don’t degrade under extreme atmospheric pressure.
Automotive Engineering: Hard Anodized Components
The American automotive sector relies heavily on hard anodized components to handle high heat and constant friction. Unlike painted coatings, an electrolytic oxidation coating integrates directly with the substrate, so it will never chip or peel under intense mechanical stress.
- Key Components: Pistons, high-performance wheel hubs, and engine enclosures.
- The Benefit: Significantly reduces friction, improves thermal dissipation, and extends the service life of powertrain parts. For applications requiring different material foundations, manufacturers often balance these assemblies with high-durability stainless steel casting components to optimize overall system strength.
Consumer Electronics: Sleek, Wear-Resistant Metal Finishes
For electronics, visual appeal must match everyday ruggedness. Clear anodized aluminum alloy and custom colored finishes provide premium protection for high-end consumer tech.
- Key Components: Smartphone chassis, laptop shells, and internal heat sinks.
- The Benefit: Offers a highly scratch-resistant barrier that manages heat distribution efficiently without adding unnecessary bulk to portable devices.
Medical & Cookware Sectors: Sterile and Non-Reactive Surfaces
Sanitation and chemical stability are non-negotiable in medical facilities and commercial kitchens. Sulfuric acid anodizing and Type III hardcoat treatments create non-porous surfaces that do not harbor bacteria or leach metals.
- Key Components: Surgical instruments, sterilization trays, and heavy-duty non-stick pans.
- The Benefit: Creates a completely non-reactive barrier that withstands repeated autoclave sterilization cycles and harsh chemical cleanings.
Design Guidelines and Tolerances for Anodizing Precision Machined Parts
When designing CNC machined anodized parts, managing dimensions is everything. Anodizing is not just a topical film; it fundamentally alters the surface of the metal. If you do not account for dimensional growth during the initial machining stage, final components may fall out of spec, especially when choosing between stainless steel vs. aluminum castings for tight-tolerance assemblies.
Calculating Coating Build-Up vs. Surface Penetration (The 50/50 Rule)
The anodic oxide layer grows both into the material and outward from the original surface. This behavior follows a strict 50/50 rule:
- 50% Penetration: Half of the total coating thickness penetrates below the original metal surface.
- 50% Build-up: Half of the total thickness grows outward, increasing the actual physical dimensions of the part.
For example, if we apply a standard Type III hardcoat anodizing thickness of 50 microns ($0.050text{ mm}$), the part surface will increase by 25 microns ($0.025text{ mm}$) per side. For a solid cylinder, this means the overall outside diameter increases by 50 microns total ($0.050text{ mm}$). Machinists must adjust pre-anodized dimensions downward to compensate for this predictable growth.
Threaded Holes, Taps, and Internal Geometries
Internal geometries and threaded holes present unique challenges for an electrolytic oxidation coating.
| Geometric Feature | Tolerance Impact | Design Best Practice |
|---|---|---|
| Standard Tapped Holes | Pitch diameter decreases due to internal coating build-up. | Use oversized taps (like H7 limits) pre-anodize to ensure standard bolts fit post-anodization. |
| Blind Holes | Poor acid circulation limits coating consistency inside the hole. | Limit depth-to-diameter ratio to 2:1, or accept a thinner clear anodized aluminum alloy layer inside. |
| Sharp Corners & Radii | High current density causes uneven, brittle coating buildup on sharp edges. | Specify a minimum radius of 0.030 inches ($0.76text{ mm}$) on all sharp external corners. |
Designing for Rack Marks and Electrical Contact Points
Anodization requires a robust electrical connection to drive the chemical reaction. Parts must be mounted on rigid titanium or aluminum racks, which leaves tiny areas of bare metal called rack marks.
- Concealment: Always specify designated clamping zones on non-critical or hidden internal surfaces where bare aluminum won’t impact aesthetics or function.
- Thru-Holes: Utilizing existing holes for racking prevents marking on exterior cosmetic faces.
- Threaded Contact: Tapped holes make excellent contact points, keeping the wear-resistant metal finish uniform across all visible exterior profiles.
Frequently Asked Questions (FAQs) About Anodized Aluminum
Does anodized aluminum rust or patina over time?
No, anodized aluminum does not rust. Rust only occurs on iron and steel alloys. Aluminum naturally forms its own protective film, but our specialized electrochemical oxidation coating forces a much thicker, controlled anodic oxide layer. This layer prevents chalking, oxidation, and the typical patina you see on raw metals, even when exposed to harsh outdoor elements.
Can you weld aluminum after it has been anodized?
You should not attempt to weld aluminum after it has been anodized. The aluminum surface treatment creates a non-conductive, high-melting-point layer that resists the electrical arc and contaminates the weld pool. If your design requires welding, the components must be welded first before sending them out for our high-performance aluminum finishing services. If you are modifying existing CNC machined anodized parts, you must grind off the treated surface layer in the weld zone down to the bare metal.
Is the anodizing process environmentally friendly and RoHS compliant?
Yes, standard sulfuric acid anodizing and Type III hardcoat anodizing are highly environmentally friendly processes. Unlike painting or plating, the bath solutions we use do not generate volatile organic compounds (VOCs) or heavy metal waste. The resulting wear-resistant metal finish is completely non-toxic, chemically stable, and fully RoHS compliant, making it safe for electronics, medical tools, and consumer goods.
How do you test if an aluminum component has been successfully anodized?
We verify the quality of our corrosion resistant aluminum parts using a few reliable industry methods:
- Digital Coating Thickness Gauge: Measures the precise micron thickness of the anodic oxide layer to ensure it hits your exact project specifications (like MIL-A-8625 anodizing specification standards).
- Electrical Conductivity Test: Since the anodized layer acts as an electrical insulator, a simple multimeter test will show zero continuity on a properly treated surface.
- Reflectivity and Scratch Testing: We inspect the surface for the proper matte, satin, or bright dip aluminum finish while checking the surface hardness against strict quality benchmarks.



