What is a 17-4 Cast Part?
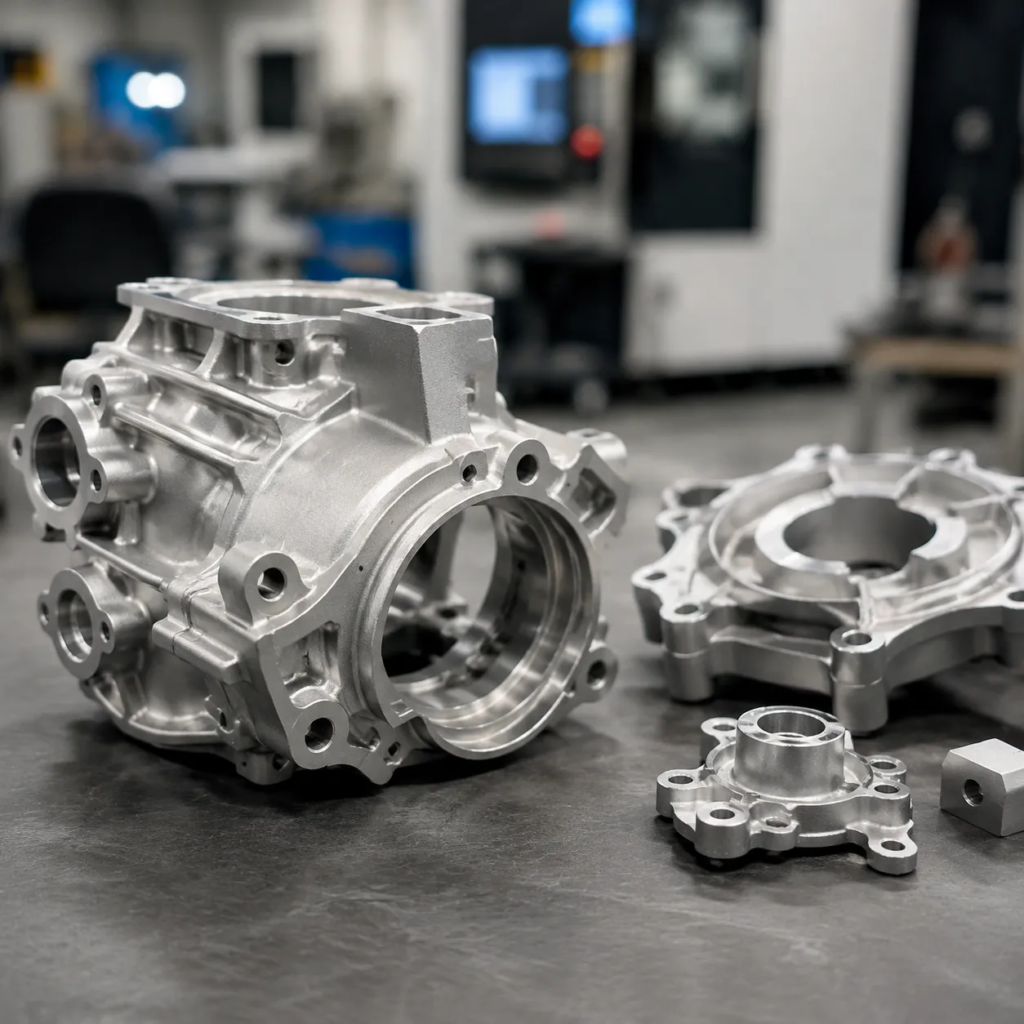
A 17-4 cast part is a high-performance component manufactured from Grade 630 (UNS S17400) stainless steel using the investment casting process. At Precision Castings of Tennessee, we specialize in this martensitic precipitation-hardening alloy because it offers an exceptional combination of high strength, good corrosion resistance, and toughness. It serves as a standard material for industries requiring reliability under stress, including aerospace, defense, and medical sectors.
Defining 17-4 PH Stainless Steel (Grade 630)
Commonly known as 17-4 PH, this alloy derives its name from its chemical composition of approximately 17% chromium and 4% nickel. It is characterized by its ability to achieve varying mechanical properties through heat treatment. Unlike standard austenitic stainless steels, 17-4 PH provides superior hardness and tensile strength while maintaining corrosion resistance comparable to 304 stainless steel in most environments.
The Role of Precipitation Hardening in Casting
The “PH” stands for precipitation hardening. This mechanism allows us to precisely control the mechanical characteristics of the final cast component. By subjecting the casting to specific thermal cycles—aging the material at precise temperatures—we precipitate copper-rich phases within the alloy’s matrix. This process significantly increases yield strength and hardness. We leverage our in-house NADCAP-accredited heat treating capabilities to deliver parts in specific conditions, such as Condition H900 for maximum strength or Condition H1150 for improved ductility.
Why Choose Investment Casting for 17-4 Alloy
We utilize the lost wax casting process (investment casting) for 17-4 PH to produce near-net-shape components. This method offers distinct advantages over machining from solid bar stock:
- Complex Geometries: We can cast intricate internal features, undercuts, and thin walls that are difficult or impossible to machine.
- Reduced Waste: Investment casting minimizes material scrap, which is critical when working with high-grade alloys.
- Minimal Secondary Machining: By casting to tight tolerances, we significantly reduce or eliminate the need for expensive post-cast machining, lowering overall production costs.
- Design Flexibility: Our engineering team assists with Design for Manufacturability (DFM) to optimize part geometry specifically for the casting process, ensuring structural integrity and performance.
Key Material Properties of 17-4 PH

When we manufacture a 17-4 cast part, we are utilizing one of the most versatile alloys available in the investment casting industry. Also known as Grade 630 or UNS S17400, this martensitic stainless steel delivers a unique combination of high strength and good corrosion resistance. The “PH” stands for precipitation hardening, which is directly achieved through its specific chemical makeup.
Chemical Composition Breakdown
The performance of 17-4 PH material properties relies on a precise balance of elements. The alloy gets its name roughly from its primary constituents:
- Chromium (15-17.5%): Provides the fundamental corrosion resistance.
- Nickel (3-5%): Enhances toughness and stabilizes the structure.
- Copper (3-5%): The critical addition that allows the material to be precipitation hardened effectively.
Mechanical Properties: Tensile Strength and Hardness
We choose 17-4 PH for applications where standard stainless steels would fail under stress. In the investment casting process, this alloy maintains exceptional mechanical integrity. Depending on the heat treatment applied after casting, tensile strength can range significantly, often exceeding 150 ksi (1034 MPa) in the H900 condition.
The hardness is equally impressive, making these castings suitable for wear-prone components like pump shafts and valve stems. As we explore the properties of high-temperature alloys, it becomes clear why 17-4 remains a standard for structural aerospace and industrial parts that demand reliability.
Corrosion Resistance vs. 304/316 Stainless
While 17-4 PH is prized for strength, its corrosion resistance is superior to the hardenable 400-series stainless steels.
- Vs. 304 Stainless: 17-4 PH offers comparable corrosion resistance in most mild environments but with vastly superior strength.
- Vs. 316 Stainless: Grade 316 generally offers better resistance in severe marine environments or chloride-rich settings, but it cannot match the hardness or tensile capabilities of a heat-treated 17-4 cast part.
For most general industrial and aerospace applications, 17-4 provides the perfect middle ground: strong enough to bear heavy loads and resistant enough to withstand standard atmospheric exposure without rusting.
Heat Treatment Conditions and Effects

The versatility of a 17-4 cast part largely comes from its response to heat treatment. As a precipitation hardening alloy, we can tailor the mechanical properties—specifically strength, hardness, and ductility—by adjusting the aging temperature. At Precision Castings of Tennessee, our NADCAP-accredited special processes ensure that every component meets the exact metallurgical standards required for critical applications.
Understanding Condition A (Annealed)
All 17-4 PH investment casting components typically begin in Condition A, also known as the solution-annealed state. In this condition, the copper precipitates are dissolved into the matrix, leaving the material relatively soft and ductile. While Condition A offers decent corrosion resistance, it is rarely the final state for a part because it has not yet achieved the high strength that defines this alloy. We use this stage as the baseline before applying specific aging cycles to optimize advanced alloy projects for their intended service environment.
Achieving Maximum Strength with H900
When a project demands peak hardness and tensile strength, we utilize the 17-4 PH H900 condition. This involves aging the material at 900°F (482°C) for one hour.
- Result: Extreme hardness and high tensile strength.
- Trade-off: Reduced ductility and impact toughness.
- Best For: High-stress applications where deformation is not acceptable, such as aerospace fittings or rigid structural components.
Balancing Toughness with H1150 and H1025
For heat treated cast components that require better impact resistance, we process parts at higher aging temperatures, such as Condition H1025 (1025°F) or H1150 (1150°F). These cycles slightly reduce the ultimate tensile strength but significantly improve the material’s ductility and toughness. This balance is critical for parts subjected to shock loads or vibration. By carefully controlling these parameters, we can analyze and adjust physical properties to prevent brittle failure in the field.
Our 17-4 PH Investment Casting Process
At Precision Castings of Tennessee, we utilize the lost wax casting process to manufacture high-precision 17-4 cast parts. This method allows us to produce complex, near-net-shape components that significantly reduce the need for expensive secondary machining. By controlling every step internally, we ensure that every stainless steel casting meets rigorous aerospace and industrial standards.
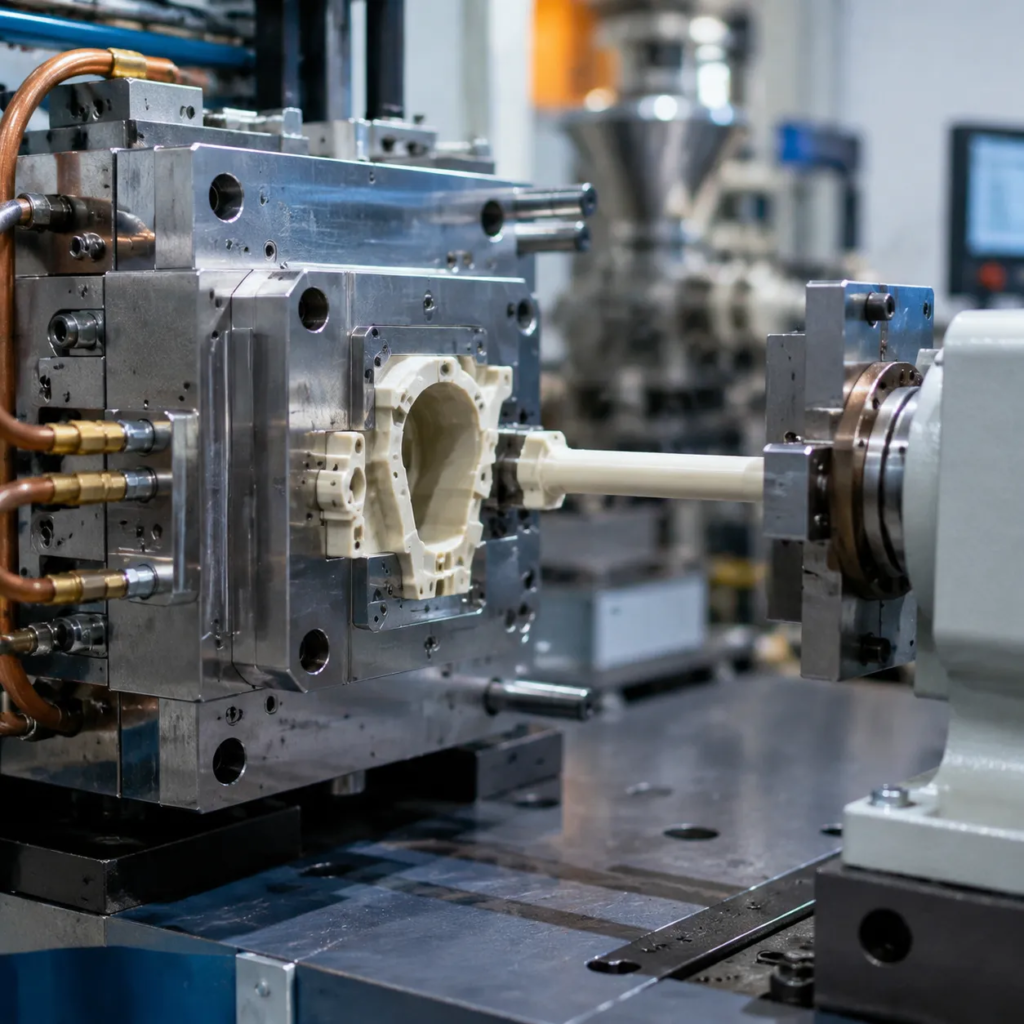
Creating Precise Wax Patterns
Production begins by injecting specialized wax into a metal die to create an exact replica of your final component. We assemble these wax patterns onto a central sprue, forming a “tree.” This setup allows us to cast multiple 17-4 PH investment casting parts simultaneously, optimizing efficiency for both low and high-volume runs.
Silica Sol Shell Building
To guarantee a superior surface finish, we employ silica sol casting techniques during the shell-building phase.
- Dipping: The wax tree is dipped into a ceramic slurry containing silica sol binders.
- Stuccoing: We coat the wet slurry with fine sand to build thickness.
- Drying: This process is repeated until a strong ceramic shell surrounds the wax pattern, ensuring the mold can withstand the heat of molten steel.
Dewaxing, Pouring, and Solidification
Once the shell is fully cured, we place it in an autoclave to melt out the wax, leaving a hollow cavity. We then pour molten 17-4 PH stainless steel into the preheated ceramic mold. Precise temperature control during pouring and solidification is critical to maintaining the structural integrity of the alloy and preventing porosity.
Post-Casting Heat Treatment Cycles
After the metal cools and the ceramic shell is removed, the raw castings undergo critical thermal processing. Heat treated cast components are a staple of our operation. We perform solution annealing and precipitation hardening (aging) in-house to achieve specific conditions like H900 or H1150, tailoring the hardness and tensile strength to your exact application requirements.
Manufacturing Capabilities and Tolerances
When we produce a 17-4 cast part, our goal is to deliver near-net-shape components that minimize the need for expensive downstream processing. By strictly adhering to industry standards, we ensure that every batch meets the rigorous demands of aerospace and industrial applications. For a deeper dive into how we maintain these standards across different alloys, check out our comprehensive guide to stainless steel investment casting.
Our manufacturing process is designed to achieve high precision right out of the mold:
- Linear Tolerances: We typically achieve investment casting tolerances falling within the ISO 8062 CT4-CT8 range. This level of accuracy ensures that parts fit correctly into assemblies with minimal adjustment.
- Surface Finish & Accuracy: The silica sol shell process allows us to capture intricate details and maintain superior surface quality compared to sand casting. This results in precision cast parts with smooth surfaces that often require no further polishing.
- Secondary CNC Machining: While we aim for net-shape production, certain critical features may require tighter tolerances than casting alone can provide. We offer secondary CNC machining and finishing options to bring specific dimensions to exact specifications, ensuring your 17-4 components are installation-ready.
Common Applications for 17-4 Cast Parts

The versatility of 17-4 PH stainless steel makes it a staple across industries that demand high strength combined with moderate corrosion resistance. Because we control the heat treatment process in-house, we can tailor the mechanical properties of every 17-4 cast part to meet specific operational environments. While we offer standard 304 stainless steel casting for general corrosion resistance, 17-4 PH is the preferred choice when structural integrity under stress is non-negotiable.
Aerospace Structural Components
Our AS9100D certification allows us to supply critical aerospace investment casting components. The high strength-to-weight ratio of 17-4 PH is vital for flight hardware where failure is not an option.
- Engine Mounts & Fittings: Parts that must endure extreme vibration and load without deformation.
- Control Surface Hinges: Components requiring high fatigue strength to operate reliably over thousands of flight cycles.
- Landing Gear Components: High-stress parts benefiting from the alloy’s inherent toughness.
Oil & Gas and Industrial Equipment
In the energy sector, precision cast parts must survive high pressures and corrosive fluids. We produce near-net-shape components that reduce machining time for these heavy-duty applications.
- Valve Bodies & Stems: Resisting wear and flow erosion in pipelines.
- Pump Impellers: Maintaining dimensional stability under high rotational speeds.
- Downhole Tooling: Withstanding abrasive environments deep underground.
Medical and Food Processing
Cleanliness and durability are paramount in these sectors. 17-4 PH provides excellent wear resistance for moving parts and maintains its integrity through rigorous cleaning processes.
- Surgical Instruments: Tools that require a sharp edge and resistance to repeated sterilization cycles.
- Food Processing Gears: Components that need to remain rust-free while handling organic acids and moisture.
Marine and Defense Hardware
We manufacture corrosion-resistant castings for environments where saltwater and impact are constant threats.
- Marine Propellers & Shafts: Resisting chloride stress corrosion cracking better than standard martensitic stainless steels.
- Defense Weaponry Components: Receivers, triggers, and structural mounts requiring high hardness (often heat-treated to Condition H900).
FAQ: 17-4 Stainless Steel Casting
What is the difference between 17-4 PH and 15-5 PH?
While both alloys are precipitation-hardening stainless steels, the main difference lies in their microstructure and toughness. 17-4 PH investment casting is the industry standard for high strength and corrosion resistance. 15-5 PH is a modification of 17-4 that is ferrite-free, designed to provide better transverse toughness and ductility. For the vast majority of industrial applications, a 17-4 cast part offers the optimal balance of performance and availability.
How does heat treatment affect dimensional stability?
Heat treating is critical for achieving properties like Condition H900 or H1150, but it does induce a slight, predictable contraction in the metal. Because we control the entire process in-house, we account for this shrinkage factor during the initial tooling design. This ensures that the final heat treated cast components meet strict dimensional requirements without warping. If your part requires tolerances tighter than standard casting limits, we can refine features using secondary operations similar to our top CNC machining projects.
Can 17-4 cast parts be welded?
Yes, 17-4 PH stainless steel casting alloys generally have excellent weldability compared to other high-strength steels. They can be welded using standard fusion and resistance methods, typically without requiring preheating. For the best results, we recommend welding in the solution-annealed condition and then heat treating the entire assembly. This ensures uniform mechanical properties across the weld zone and the base metal.
What are the typical lead times for custom molds?
Lead times for custom stainless steel prototypes and production runs vary based on part complexity, current shop load, and specific testing requirements (like NADCAP-certified NDT). Since every project involves unique tooling and engineering review to ensure DFM (Design for Manufacturability), we do not have a flat standard duration. We encourage you to submit your CAD data for a quote to get an accurate timeline tailored to your specific needs.