Custom precision machining with certified Ra surface finish options and tight tolerances for high performance industrial components.

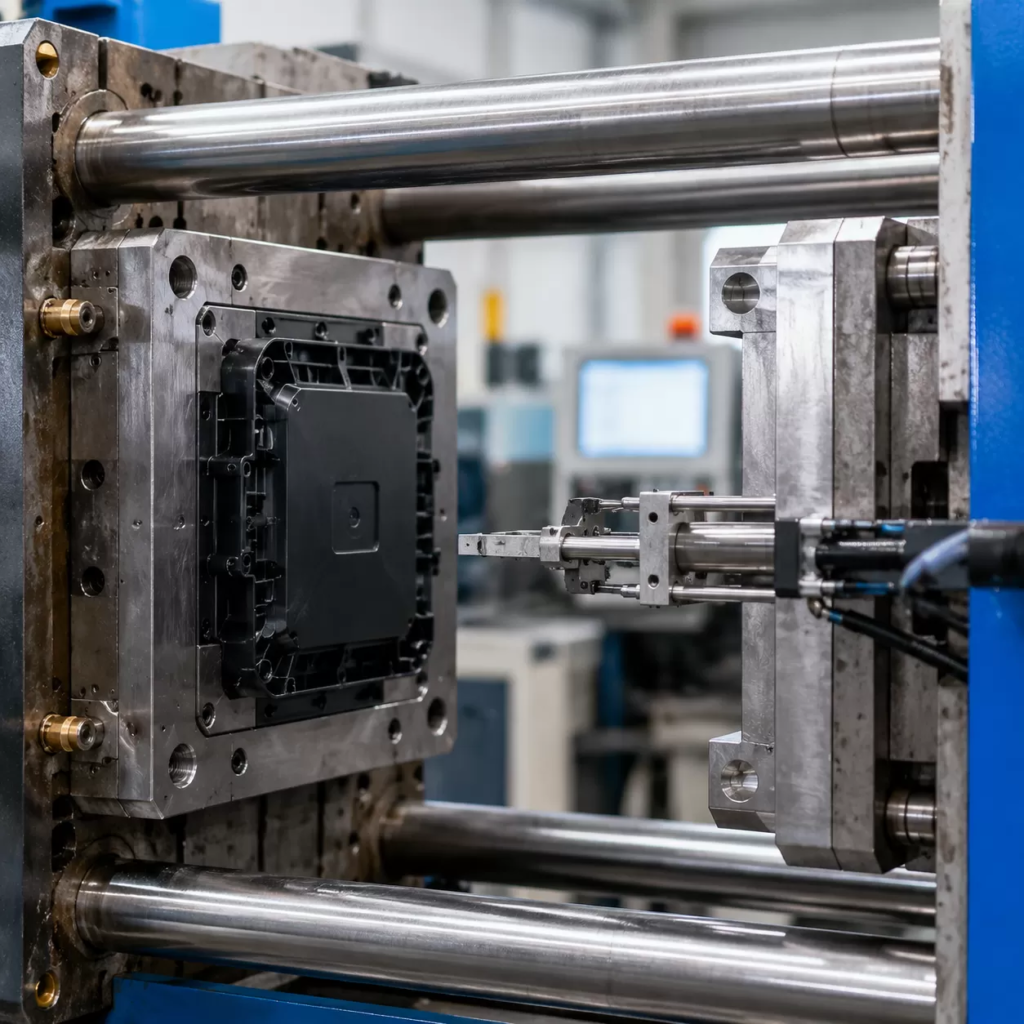
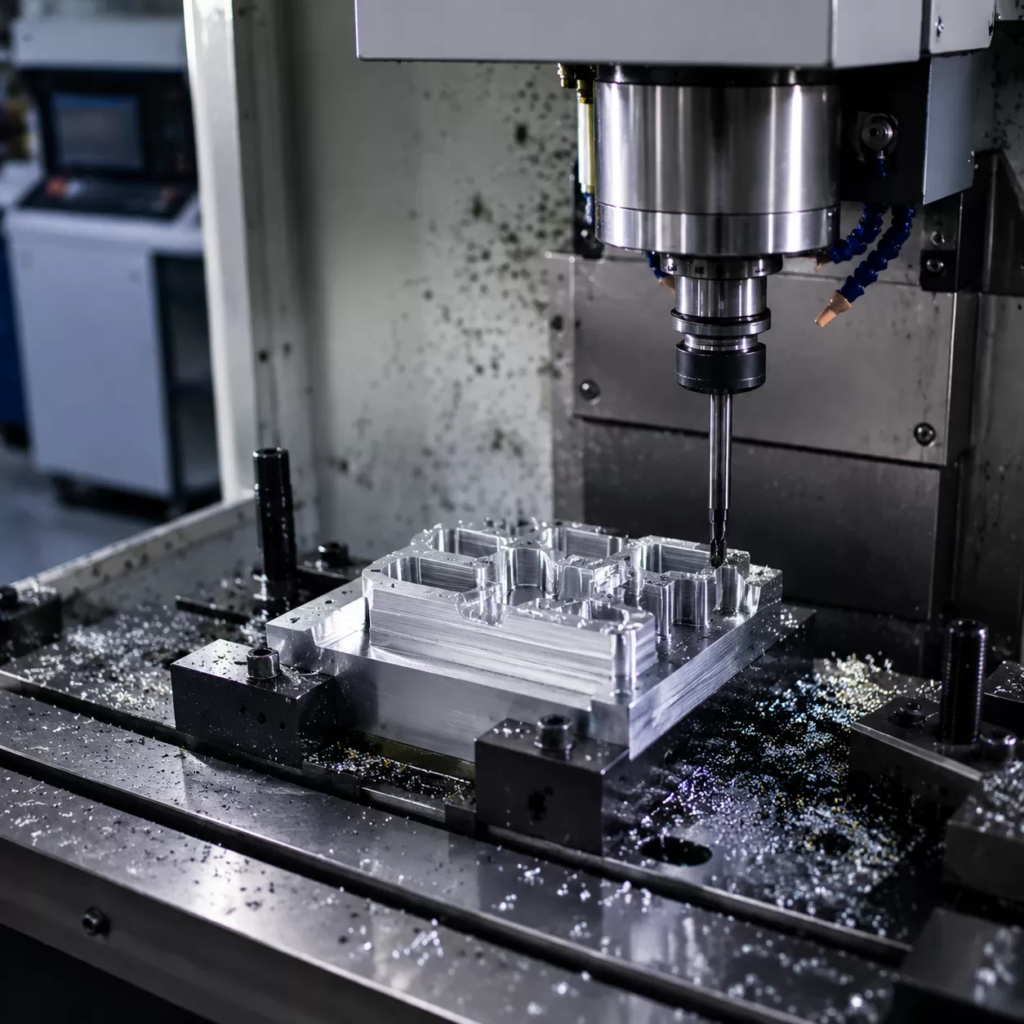
At PrecisionVast, we deliver custom manufacturing solutions where precision is never optional. We control every stage of the subtractive manufacturing process to eliminate unwanted surface irregularities and meet your exact ra surface finish requirements. From raw stock to final inspection, our facility combines advanced CNC machining with specialized post-processing to ensure your parts perform exactly as engineered.
Our Surface Finishing Expertise
Achieving a precise ra surface finish demands a deep understanding of material behavior and tooling dynamics. We go beyond basic machining by utilizing high-precision surface lapping, automated polishing, and controlled abrasive blasting. Our machinists dial in optimal feed rates, spindle speeds, and tool geometries to consistently produce the exact arithmetic average roughness your application requires.
Custom Components Engineered to Exact Ra Tolerances
We build custom precision component manufacturing solutions around your strict design tolerances. Whether your project requires a standard machine finish or an ultra-smooth profile for high-performance sealing, we deliver verified results.
- Tight Tolerance Control: Holding consistent micro-inch and micrometer profiles across complex geometries.
- Process Optimization: Matching the right CNC machining surface finish options to your part’s mechanical function.
- Repeatable Quality: Ensuring batch-to-batch consistency so every single production part matches your approved prototype.
Industries We Serve
Our ability to hit precise surface roughness average (Ra) targets makes us a trusted partner for critical United States industries:
| Industry | Primary Application | Common Finish Target |
|---|---|---|
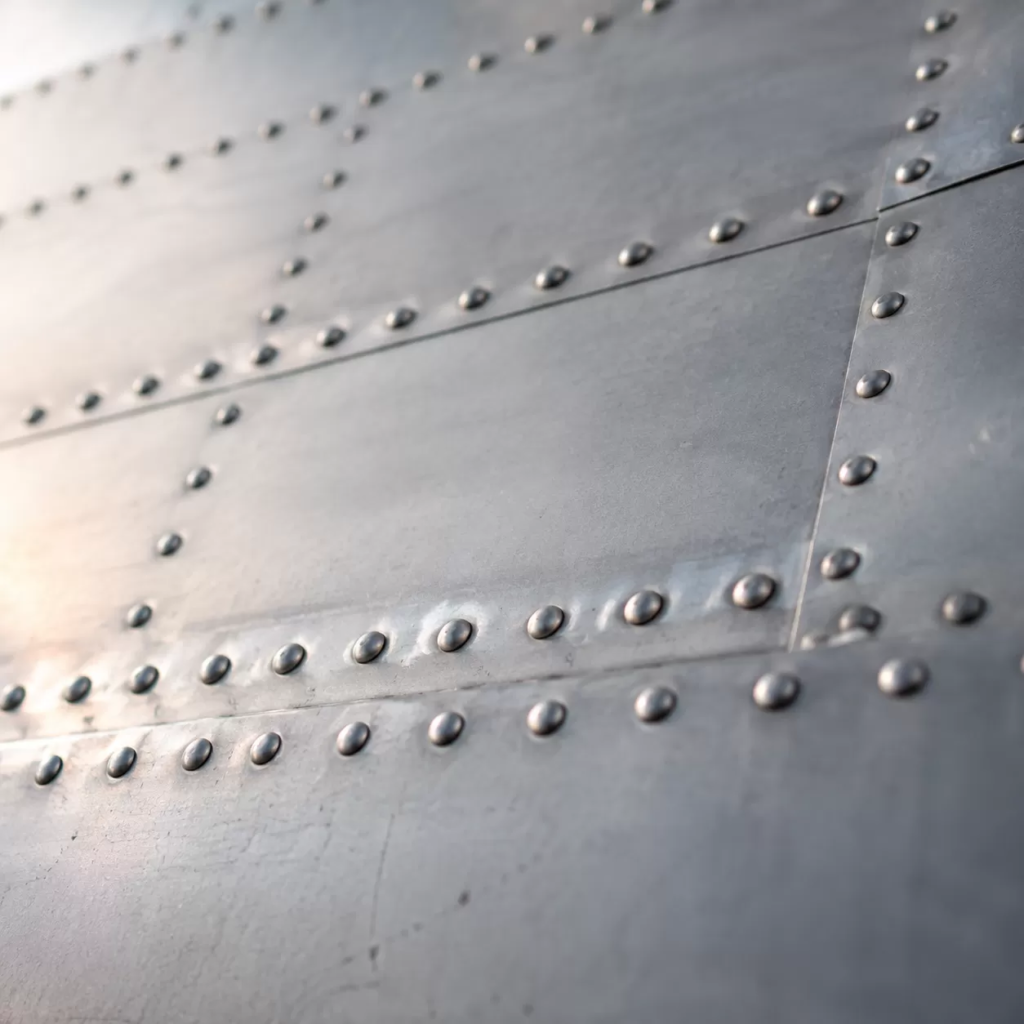
| Aerospace & Defense | Structural brackets, high-stress flight components | 0.8 µm Ra (32 µin) standard finish |
| Medical & Pharmaceutical | Sanitary devices, surgical tools, implants | High-precision polished finish |
| Semiconductor | Vacuum chambers, fluid handling systems | Ultra-low Ra geometries |
| Automotive & Racing | Powertrain components, high-wear mating surfaces | Low-friction dynamic profiles |
Technical Specifications: Understanding Ra Surface Finish

When we manufacture precision parts, the texture of the surface matters just as much as the dimensional tolerances. Ra surface finish, or roughness average, is the industry standard for quantifying surface texture. It measures the microscopic peaks and valleys left behind by cutting tools, grinding wheels, or polishing compounds.
What is Ra (Roughness Average)?
Arithmetic average roughness (Ra) represents the average deviation of a surface profile from the mean line within a specified sampling length. In plain terms, it measures how flat a surface is on a microscopic scale by averaging the height differences across the face of the metal.
While it is the most widely used metric for general quality control, Ra is an average value. It does not account for isolated, deep scratches or sudden high peaks, which is why we look at a complete surface profile for critical components.
Micrometers (µm) vs. Micro-inches (µin)
Global manufacturing relies on two primary systems for measuring surface roughness average (Ra). In the United States, engineers typically use micro-inches (µin). In Europe and Asia, micrometers (µm) are the standard.
The micrometers to micro-inches conversion (µm to µin) uses a standard multiplier of 39.37. To keep your production running smoothly, we use the following standard conversion breakdown:
| Roughness Grade (ISO) | Metric Unit (µm) | Imperial Unit (µin) | Common Manufacturing Process |
|---|---|---|---|
| N8 | 3.2 µm | 125 µin | Rough CNC machining / heavy milling |
| N7 | 1.6 µm | 63 µin | Standard machine finish / light milling |
| N6 | 0.8 µm | 32 µin | High-precision machining / smooth turning |
| N5 | 0.4 µm | 16 µin | Precision surface lapping and polishing |
The Role of Ra in Component Performance
Controlling the surface roughness average (Ra) directly impacts how a custom precision component behaves in real-world applications. Choosing the right finish prevents premature part failure and ensures optimal performance in three critical areas:
- Friction: Smoother surfaces lower the coefficient of friction, reducing heat generation and energy loss in moving mechanical assemblies.
- Sealing: High-precision mechanical seals roughness must be strictly controlled. If a surface is too rough, fluids leak past the peaks; if it is too smooth, the surface cannot hold the lubricating film required to keep the seal from burning up.
- Wear Resistance: Eliminating high subtractive manufacturing surface irregularities reduces abrasive wear, significantly extending the service life of mating parts under high-pressure loads.
Limitations of Ra: Tracking Rz and RMS
While the Ra surface finish chart is our go-to reference, Ra alone does not tell the whole story for critical high-load or high-vacuum profiles. Because Ra is an average, two surfaces with completely different profiles can have the exact same Ra rating. To overcome this limitation, we track two additional metrics:
- Rz (Peak-to-Valley Roughness): Measures the distance between the single highest peak and the lowest valley within a sampling length. This helps us catch sharp irregularities that could rupture a seal or cause a crack under stress.
- RMS (Root Mean Square): Calculates the geometric average of the surface profile. RMS is more sensitive to sporadic peaks and valleys than Ra, making it ideal for high-spec optical and aerospace components.
Managing these subtle differences is especially critical when machining demanding materials, such as optimizing the properties of high-temperature alloys where surface integrity directly influences thermal fatigue resistance.
PrecisionVast Standard Ra Finish Options & Applications
We offer a versatile selection of CNC machining surface finish options tailored to your specific mechanical and aesthetic requirements. Selecting the correct arithmetic average roughness ensures optimal component performance while managing production costs effectively.
Below is our standard Ra surface finish chart outlining our capabilities, typical applications, and their industry-standard Roughness Grade Numbers (ISO N-grades).
| Ra Value (µm) | Ra Value (µin) | ISO N-Grade | Common Applications & Performance Characteristics |
|---|---|---|---|
| 3.2 µm | 125 µin | N8 | As-machined baseline. Ideal for heavy loads, structural brackets, and large framing components where cosmetic appearance is secondary. |
| 1.6 µm | 63 µin | N7 | Standard machine finish. Excellent for commercial fasteners, industrial electronic housings, and mounting plates. |
| 0.8 µm | 32 µin | N6 | High-grade standard finish. Highly recommended for high-stress parts, static mating surfaces, and precise alignment pins. |
| 0.4 µm to 0.1 µm | 16 µin to 4 µin | N5 to N3 | Precision surface lapping and polishing. Critical for high-precision mechanical seals, bearings, and dynamic hydraulic shafts. |
Industrial Applications & Surface Requirements
Different operating environments demand specific controls over subtractive manufacturing surface irregularities. We regularly fine-tune our machining parameters to deliver these exact tolerances.
- Ra 3.2 µm (125 µin) — The As-Machined Baseline: This is our standard starting point for structural components. It leaves visible tool marks but provides a cost-effective solution for structural parts that undergo heavy loads without dynamic movement.
- Ra 1.6 µm (63 µin) — Commercial Standard: A tight, neat finish that eliminates most prominent tool marks. It is the go-to choice for tight-fitting enclosures, brackets, and robust hardware used across the automobile industry.
- 0.8 µm Ra (32 µin) Standard Finish — The Engineering Sweet Spot: This finish requires high-feed control and sharp tooling. It is highly specified for components subjected to repeated stress, ensuring no deep micro-grooves act as stress risers.
- Ra 0.4 µm to 0.1 µm (16 to 4 µin) — Ultra-Smooth Polishing: Reserved for parts facing continuous friction. Achieving this level of smoothness requires secondary processes like grinding or lapping, essential for preventing fluid bypass in high-pressure hydraulic setups.
Materials & Achievable Surface Roughness
Achieving the perfect ra surface finish depends heavily on the material we are cutting. Different metals react uniquely to subtractive manufacturing surface irregularities, meaning tool speeds, feeds, and material hardness all dictate the final look and feel of your custom precision component manufacturing run.
Aluminum Alloys (6061-T6, 7075) and High-Gloss Machining
Aluminum is a favorite for high-gloss, ultra-smooth finishes. Alloys like 6061-T6 and 7075 machine beautifully, allowing us to hit a low 0.8 µm Ra (32 µin) standard finish right off the mill without secondary operations. When your application demands mirror-like aesthetics or low friction, these alloys can be diamond-turned or polished down to a pristine 0.1 µm Ra.
Stainless Steel (304, 316L) for Sanitary and Aerospace Applications
Stainless steel is tough and work-hardens quickly, requiring rigid setups to prevent tool chatter from ruining the surface profile. For medical, food-grade, and aerospace parts, we routinely machine 304 and 316L stainless steel to strict sanitary standards. While we often deliver these parts with a standard machine finish, they also serve as excellent substrates for precision surface lapping and polishing to eliminate microscopic crevices where bacteria or corrosive agents could hide. For complex geometries that require high-strength raw states before final finishing, utilizing a reliable aluminum investment casting guide can help engineers plan proper material allowances for subsequent machining stages.
Titanium, Brass, and Exotic Alloys Surface Profiling
Exotic materials require specialized handling to control the arithmetic average roughness:
- Titanium: Highly reactive and gummy; requires sharp tooling and heavy coolant to maintain stable Ra values.
- Brass: Highly machinable, allowing for exceptionally consistent, low-roughness finishes at faster cycle times.
- Inconel & Cobalt-Chrome: Extremely hard materials where we closely monitor tool wear to prevent a spike in peak-to-valley roughness (Rz).
| Material Class | Common Alloys | Standard As-Machined Ra | Best Achievable Ra (Polished) |
|---|---|---|---|
| Aluminum | 6061-T6, 7075 | 1.6 µm (63 µin) | 0.1 µm (4 µin) |
| Stainless Steel | 304, 316L | 1.6 µm (63 µin) | 0.2 µm (8 µin) |
| Copper & Brass | C360, C101 | 0.8 µm (32 µin) | 0.1 µm (4 µin) |
| Titanium | Grade 5 (Ti-6Al-4V) | 1.6 µm (63 µin) | 0.4 µm (16 µin) |
Quality Assurance & Metrology Instruments for Ra Surface Finish
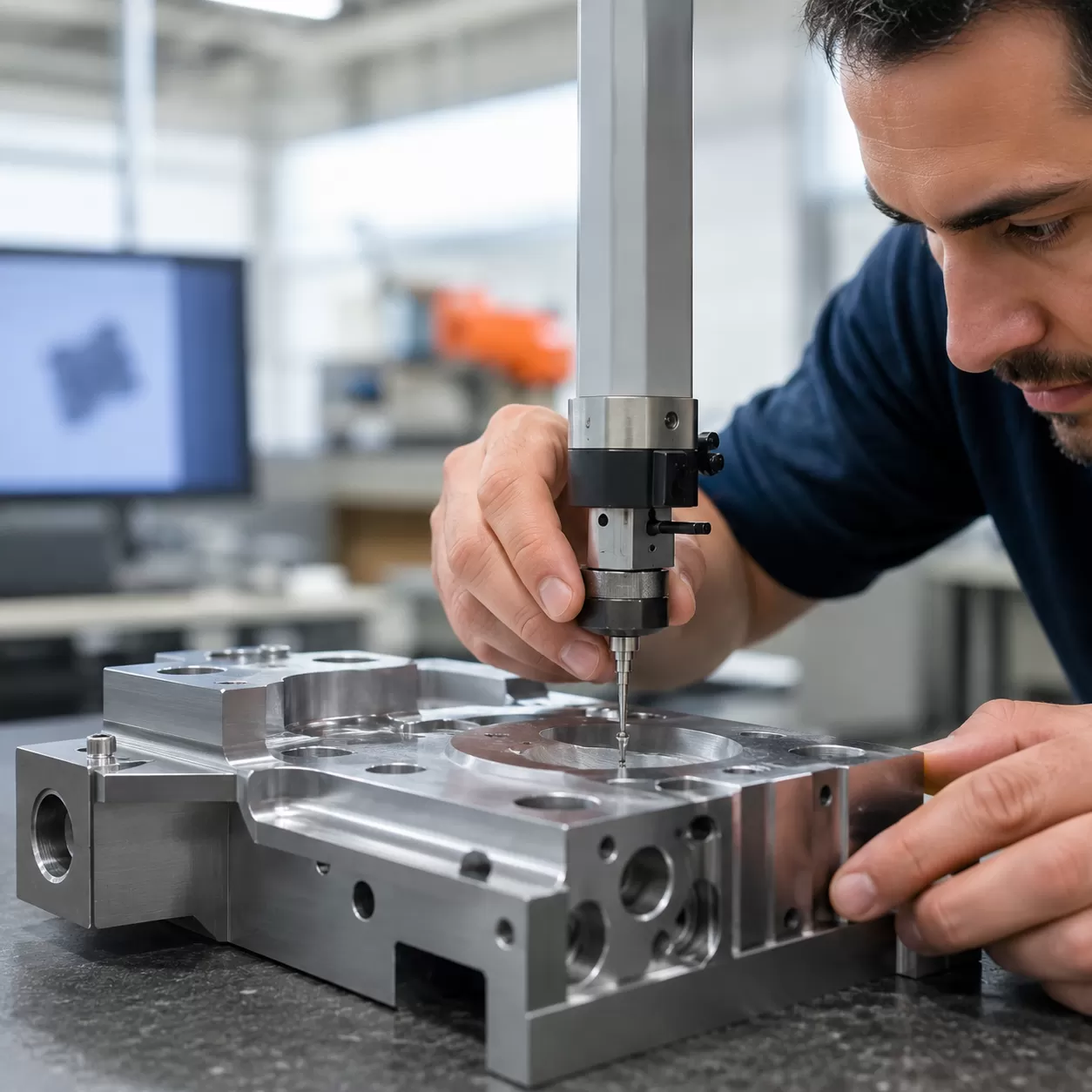
We don’t just aim for the perfect ra surface finish—we prove we hit it. Every custom component we manufacture undergoes strict surface roughness inspection using advanced metrology equipment. Our quality assurance processes ensure that your hardware matches your exact engineering prints, providing full traceability from the raw material to the final inspected surface.
Contact Stylus Profilometer Verification
For rugged, high-load components, we use contact surface profilometer measurement tools. A diamond-tipped stylus moves across the part to physically map the micro-peaks and valleys of the material.
- Quantifiable Compliance: Delivers highly accurate data for standard machined finishes.
- Traceable Data: Ideal for verifying the arithmetic average roughness on structural brackets, heavy-duty shafts, and large mechanical parts.
- Reliable Baselines: Captures the true physical profile of rugged materials, including components machined from robust cast iron vs stainless steel baselines.
Non-Contact Optical Profilometry
When dealing with ultra-smooth, delicate, or low-Ra geometries, physical contact can scratch or distort the surface. For these high-precision parts, we utilize non-contact optical profilometry.
- Light-Based Scanning: Uses white light or laser interferometry to measure surface irregularities without touching the part.
- Low-Ra Precision: Essential for inspecting high-precision mechanical seals roughness and polished bearing surfaces down to 0.1 µm Ra (4 µin).
- 3D Surface Mapping: Provides a complete three-dimensional view of the texture, catching flaws that a single linear trace might miss.
Material Inspection Reports & Surface Traceability
We back up our manufacturing work with complete documentation. Your parts ship with comprehensive inspection reports so you can immediately verify compliance.
- Full Traceability: Every batch includes actual surface trace charts mapping out the exact surface roughness average (Ra) achieved.
- Comprehensive QC: Material certification and metrology data are tied directly to your order.
- Audit-Ready: Ready for compliance audits in demanding sectors like aerospace, medical, and defense.
Cost, Lead Time, and Engineering Trade-Offs

Achieving the perfect ra surface finish requires balancing tight tolerances with manufacturing realities. Every reduction in roughness average adds cycle time and escalates production costs.
Balancing Ra Requirements with Production Cycles
Demanding an ultra-smooth surface finish impacts the entire manufacturing pipeline. Achieving a low surface roughness average (Ra) requires slower feed rates, specialized tooling, and secondary operations like lapping or polishing. This extra processing directly accelerates machine tool wear and extends cycle times, driving up the total cost per part.
| Ra Specification | Production Impact | Tool Wear | Cost Factor |
|---|---|---|---|
| Ra 3.2 µm (125 µin) | Fast roughing passes | Minimal | Baseline |
| Ra 1.6 µm (63 µin) | Standard finishing passes | Moderate | Low to Medium |
| Ra 0.8 µm (32 µin) | Slow feed rates, fine tooling | High | Medium to High |
| Ra 0.4 µm to 0.1 µm | Secondary grinding/polishing | Very High | Premium |
DFM Tips to Optimize Finishing Costs
Smart engineering eliminates unnecessary expenses by applying tight tolerances only where they matter. Use these Design for Manufacturability (DFM) strategies to control costs:
- Segment Your Surfaces: Specify a high-grade 0.8 µm Ra (32 µin) standard finish only on critical sealing or mating faces, leaving non-functional areas at an as-machined baseline.
- Design for Standard Tooling: Avoid internal geometries that require tiny, fragile tools to achieve a smooth finish, as these tools break easily and slow down production.
- Leverage Material Properties: Choose highly machinable alloys when possible. For instance, optimized aluminum gravity casting processes or precision-machined 6061-T6 aluminum achieve superior finishes much faster than stubborn exotic alloys.
Request a Quote: Submitting CAD Files with Clear Ra Callouts
To keep lead times short and pricing accurate, we require specific surface finish callouts on your engineering drawings. When submitting your 3D CAD models and 2D prints for evaluation, clearly mark the target arithmetic average roughness on the specific faces that require it. Unspecified surfaces will default to our standard commercial finish, saving you time and budget on non-critical features.
Frequently Asked Questions About Ra Surface Finish
What is the difference between Ra and Rz?
While both terms describe surface texture, they measure completely different profile characteristics. Surface roughness average (Ra) calculates the arithmetic average roughness of all peaks and valleys across a sample length. It smooths out extreme anomalies to give a general overview of the texture.
Conversely, Rz measures the peak-to-valley roughness by calculating the distance between the single highest peak and the lowest valley within the sampling area. A component can have an acceptable Ra value but still feature a single deep scratch that causes component failure. Tracking both metrics ensures that custom precision component manufacturing meets strict performance tolerances.
How does surface roughness impact mechanical seal performance?
The life and efficiency of high-precision mechanical seals roughness depend heavily on the mating surface texture. If the Ra surface finish is too rough, the abrasive peaks will rapidly wear down elastomeric seals, leading to premature fluid or gas leaks.
However, an excessively smooth surface (under 0.1 µm Ra) can prevent a fluid film from forming between moving components. This causes stiction, increased friction, and thermal damage. Achieving the ideal surface texture balance keeps fluid systems operating reliably under high pressure. For specialized fluid hardware, understanding these dynamics helps optimize long-term durability.
What is the standard Ra surface finish for CNC machining?
The default baseline for most CNC machining surface finish options is a 3.2 µm Ra (125 µin) as-machined finish. For parts requiring tighter fits, smoother sealing, or improved aesthetic appeal, a 1.6 µm Ra (63 µin) or a 0.8 µm Ra (32 µin) standard finish is typically specified.
Choosing the right standard balance prevents unnecessary secondary precision surface lapping and polishing operations, keeping production costs low while delivering high-performing parts.