Precision ceramic CNC machining services for custom alumina zirconia SiC and Macor parts with tight tolerances and fast RFQ for engineers.

Advanced Ceramic Materials We Machine
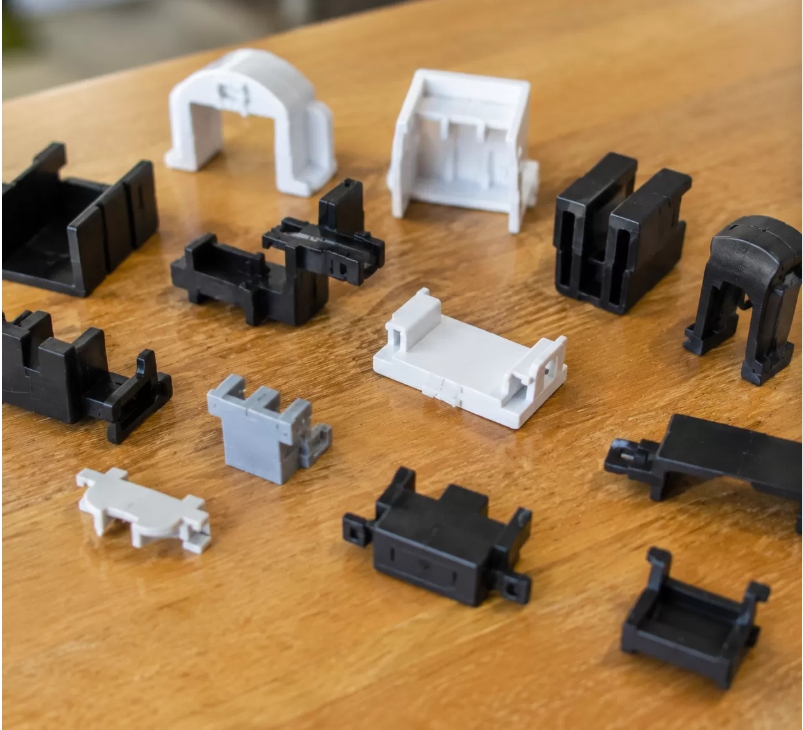
We specialize in precision ceramic CNC machining, transforming ultra-hard technical ceramics into complex, high-performance components. Different applications demand specific material properties, so we stock and process a versatile range of advanced ceramics to match your exact operating conditions.
Custom Alumina Ceramic Parts
Alumina ($Al_2O_3$) is our standard industrial workhorse. We machine various purities (96% to 99.9%) to deliver exceptional electrical insulation, high mechanical strength, and excellent wear resistance for everyday high-voltage and high-temperature environments.
Zirconia Ceramic Machining
When you need maximum fracture toughness, zirconia ($ZrO_2$) is the premier choice. Known for its steel-like expansion properties and extreme crack resistance, this medical-grade material is perfect for severe wear applications, sharp blades, and biocompatible implants.
Silicon Carbide & Silicon Nitride Processing
For the most punishing environments, we process Silicon Carbide ($SiC$) and Silicon Nitride ($Si_3N_4$). These materials offer:
- Extreme thermal shock resistance
- High thermal conductivity
- Excellent mechanical strength at temperatures exceeding 1000°C
- Superior corrosion resistance against harsh chemicals
Macor Machinable Glass Ceramic
When lead time is critical, Macor® offers a zero-porosity solution that allows for high-speed, plastic-like machinability. It is the ideal material for rapid prototyping, tight-tolerance insulators, and aerospace applications requiring zero outgassing.
Aluminum Nitride Custom Fabrication
For high-power semiconductor tooling and electronic substrates, Aluminum Nitride ($AlN$) provides premium thermal management. It combines high thermal conductivity with excellent electrical isolation, keeping your most sensitive components cool and stable.
Our Precision CNC Machining & Subtractive Capabilities
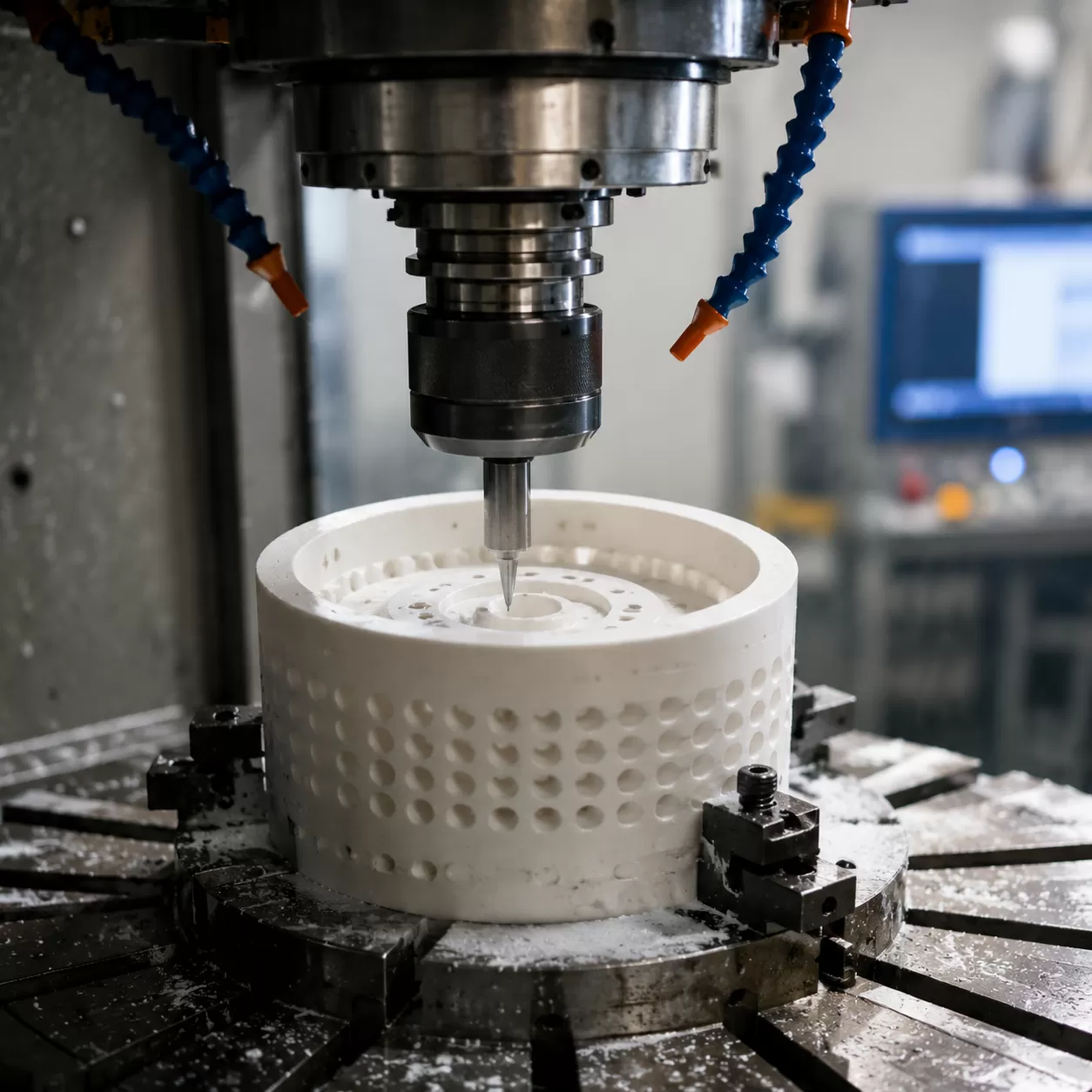
We deliver high-end ceramic cnc machining solutions by combining advanced raw material processing with extreme geometric control. By leveraging both pre-fired and post-fired subtractive methods, we balance production speed with sub-micron accuracy for your most demanding technical applications.
Green Machining (Pre-Sintered)
- Cost-Effective Bulk Removal: We machine technical ceramics in their soft, unfired “green” or “bisque” state to eliminate massive amounts of material quickly.
- Geometric Freedom: This phase allows us to cut complex shapes, deep pockets, and intricate features without the tool wear associated with hardened ceramics.
- Production Efficiency: Green machining significantly reduces overall cycle times before the component undergoes final high-temperature firing.
Fully Sintered (Post-Firing) Machining
- Zero-Shrinkage Stability: For parts that require absolute dimensional stability, we machine materials after they are fully fired to bypass the predictable 15-20% kiln shrinkage.
- Ultra-Hard Diamond Tooling: We use specialized diamond-tipped tools to sculpt fully dense ceramics, achieving tight tolerances that are impossible to hit through sintering alone.
- Flawless Surface Integrity: This process eliminates micro-cracks and preserves structural density for parts heading into high-stress environments.
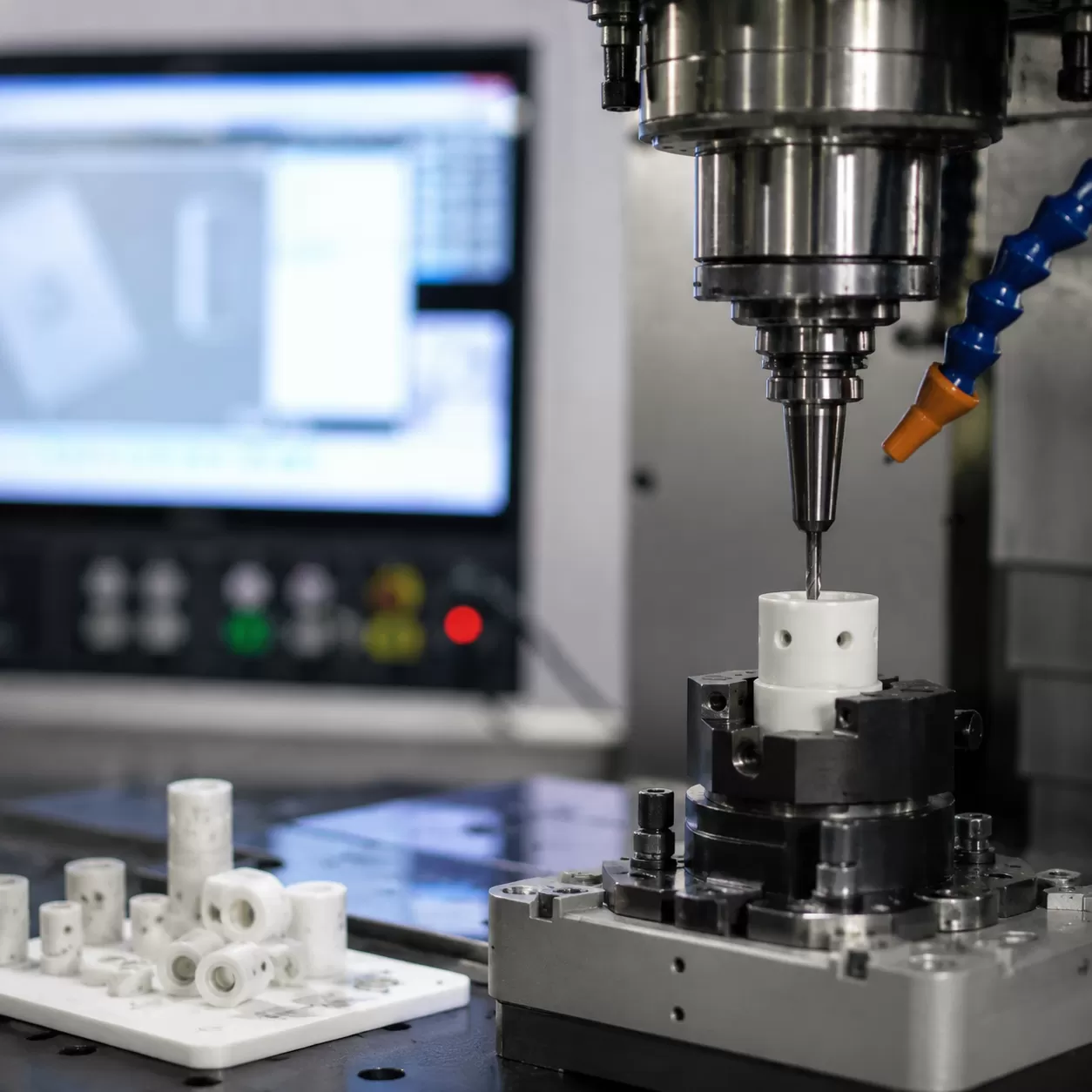
Multi-Axis CNC Milling
- Complex 3D Pocketing: Our multi-axis setups tackle complex profiling, deep cavities, and delicate micro-features on a single machine.
- Tight Tolerances: We maintain rigid positional accuracy, ensuring that intricate multi-sided components align perfectly with your mating hardware.
High-Precision CNC Turning
- Cylindrical Insulators & Shafts: We turn round ceramic components, custom seals, and concentric shafts with zero taper.
- Mirror-Like Finishes: Our lathe operations deliver ultra-smooth outer diameter (OD) and inner diameter (ID) surfaces to minimize friction in dynamic assemblies.
Diamond Grinding & Core Drilling
- Micro-Hole Patterns: We drill tiny, high-density hole patterns without chipping the surrounding ceramic matrix.
- Optical-Grade Flatness: Our post-process grinding achieves flat, parallel surfaces down to light-band specs, perfect for critical semiconductor and aerospace seals.
Precision Engineering Specifications & Tolerance Standards
When it comes to advanced ceramic CNC machining, precision isn’t just a goal—it’s a requirement. Technical ceramics don’t behave like metals; their extreme hardness requires uncompromising control over every micrometer. We handle the tightest tolerances in the industry through a mix of ultra-rigid machine bases, high-frequency 40k–60k RPM spindles, and advanced vibration control infrastructure that eliminates tool chatter.
Dimensional Tolerances Table
The table below outlines the standard and precision tolerances we achieve across our ceramic CNC machining services for Alumina, Zirconia, and Silicon Carbide.
| Feature Type | Standard Tolerance | High-Precision Tolerance (Lapped/Ground) |
|---|---|---|
| Linear Dimensions | ±0.050 mm (±0.002″) | ±0.005 mm (±0.0002″) |
| Hole / Bore Diameter | ±0.025 mm (±0.001″) | ±0.002 mm (±0.00008″) |
| Surface Flatness | ±0.025 mm (±0.001″) | ±0.001 mm (±0.00004″) |
| Cylindrical Concentricity | ±0.050 mm (±0.002″) | ±0.005 mm (±0.0002″) |
Comprehensive GD&T Capabilities
Our production floor is fully optimized for complex Geometric Dimensioning & Tolerancing (GD&T). We regularly machine and validate:
- True Position: Maintaining exact true position for complex micro-hole arrays in semiconductor gas distribution plates.
- Parallelism & Perpendicularity: Keeping mating surfaces perfectly square to prevent stress concentrations.
- Roundness and Runout: Critical for high-speed custom ceramic shafts, bearings, and structural insulators.
Surface Roughness Range (Ra)
The raw machined finish is rarely the final stop for technical ceramics. Depending on your industrial wear or sealing requirements, we utilize post-process diamond grinding, lapping, and polishing to hit exact surface finishes:
- As-Machined (Green/Sintered): 0.8 µm to 1.6 µm Ra (32 to 63 µin)
- Diamond Grinded: 0.2 µm to 0.4 µm Ra (8 to 16 µin)
- Lapped & Polished: < 0.05 µm Ra (2 µin) – Achieves optical-grade flatness and gas-tight mechanical face seals.
Industrial Applications for Machined Ceramic Parts
When standard metals and plastics fail under extreme stress, industries across the United States rely on our custom ceramic cnc machining services. We manufacture high-performance components that thrive in the harshest operational environments.
Here is how our precision-machined ceramic parts serve critical industrial sectors:
- Semiconductor & Electronics: We produce critical components like wafer handling arms, plasma etch nozzles, and gas distribution plates. These parts require extreme chemical resistance and zero particle contamination during high-density plasma processing.
- Aerospace & Defense: Our facility crafts ultra-reliable radomes, thermal barrier tiles, and high-temperature sensor housings capable of withstanding extreme thermal shock and atmospheric re-entry conditions.
- Medical & Bionics: We machine biocompatible implants, dense dental structures, and specialized surgical device insulators that demand absolute geometric precision and material purity.
- Chemical & Industrial Wear: For heavy-duty fluid handling, we deliver ultra-hard pump impellers, mechanical face seals, and valve components that resist aggressive chemical corrosion and abrasive wear.
| Industry Sector | Common Machined Components | Primary Material Benefit |
|---|---|---|
| Semiconductor | Wafer arms, etch nozzles, gas plates | Plasma resistance, low outgassing |
| Aerospace | Radomes, sensor housings, thermal tiles | High-temperature stability, radar transparency |
| Medical | Surgical insulators, implants, joint replicas | Biocompatibility, extreme wear resistance |
| Chemical | Pump impellers, valve seats, face seals | Corrosion immunity, high hardness |
Whether you need to upgrade weak metal components or prototype a new high-frequency insulator, our advanced subtractive manufacturing capabilities deliver the exact tolerances your application demands.
Critical Design for Manufacturability (DFM) Guidelines for Ceramics
Designing parts for ceramic cnc machining requires a completely different mindset than working with metals or plastics. Because advanced ceramics are incredibly hard and brittle, traditional sharp corners and thin walls will lead to immediate chipping or structural failure under tool loads.
By implementing these proven DFM strategies early in your design phase, you can ensure successful fabrication, minimize cycle times, and prevent costly material breakage.
Edge and Corner Engineering
- Avoid Sharp Corners: 90-degree internal corners concentrate stress and act as failure points during subtractive manufacturing.
- Minimum Radii: Always design internal corners and edges with a minimum radius or fillet of 0.020″ to 0.040″ (0.5mm–1.0mm). This distributes the mechanical stresses exerted by our high-precision diamond tools.
- Chamfered Edges: Specify explicit chamfers on external edges to eliminate the razor-sharp fringes that naturally occur during the ceramic cnc machining process.
Wall Thickness Limitations
- Aspect Ratios: Maintain a conservative height-to-thickness ratio (ideally under 4:1) for any standing walls or ribs.
- Tool Load Resistance: Extreme thinness causes the ceramic material to resonate and crack under the high-frequency vibration of the spindle. For reliable structural integrity during milling, keep unsupported walls above 0.040″ (1.0mm).
Threading and Fastening
- Direct Helical Threading: While we can machine direct internal threads using specialized diamond grit tools, it is typically reserved for coarser thread pitches and low-stress applications.
- Custom Inserts: For high-torque applications or assemblies requiring frequent disassembly, we highly recommend designing your components to accept metallic or polymer threaded inserts. This isolates the ceramic from intense localized fastening stress.
Cross-Sectional Transitions
- Uniform Thickness: Strive for uniform wall thicknesses throughout the entire component wherever possible.
- Smooth Variations: When steps or thickness changes are unavoidable, use gradual, tapered transitions rather than abrupt steps. Smooth cross-sectional variations eliminate internal structural stresses that can cause catastrophic failure during both post-firing machining and final industrial application.
Pro Tip: If your application demands a high-strength assembly that undergoes extreme thermal cycles, choosing the right material transition is just as critical as the geometry itself. For projects requiring hybrid material assemblies, balancing these geometric constraints with specialized material properties is essential for long-term component survival.
Quality Assurance & Metrology Inspection for Precision Ceramic Machining Services
We don’t leave structural integrity to chance. Technical ceramics are notoriously unforgiving, which is why our quality control process is designed to catch micro-defects before your parts ever leave our floor. We back every production run with advanced metrology and full material traceability.
Non-Destructive Testing (NDT)
- Micro-Fissure Detection: We utilize advanced fluorescent penetrant inspection (FPI) and ultrasonic testing to identify internal micro-fissures and hidden surface cracks that standard visual checks miss.
- Stress-Free Verification: This ensures your custom alumina ceramic parts or zirconia components maintain structural integrity under extreme industrial loads.
CMM & Optical Profile Validation
- Coordinate Measuring Machines (CMM): Automated CMM inspections verify complex geometric dimensioning and tolerancing (GD&T) to precise micron levels.
- Non-Contact Optical Profiles: For delicate micro-features and high-precision diamond tool machining, our vision systems map surface profiles without touching—and potentially scratching—the material.
- Surface Roughness Verification: Every part is audited using profilometers to confirm exact Ra values achieved during lapping and polishing.
Certifications & Regulatory Compliance
We manufacture components under strict quality management systems to meet the rigorous demands of US aerospace, defense, and medical sectors.
| Standard / Certification | What It Means for Your Project |
|---|---|
| ISO 9001 | Standardized, repeatable manufacturing workflows for consistent part quality. |
| AS9100 | Strict aerospace-grade quality control and risk management protocols. |
| ITAR Registered | Full compliance with United States defense and military manufacturing regulations. |
Every shipment includes complete material trace certifications, verifying chemical composition and physical properties from raw powder to the final ceramic cnc machining phase. While we specialize in rigid materials, our engineering insights extend across manufacturing disciplines, much like our approach to evaluating the physical properties of heat-resistant alloys to ensure performance limits are never compromised. All documentation is archived and available for your audit trail.
Our Seamless B2B RFQ Workflow for Ceramic CNC Machining
Getting custom technical ceramic fabrication right requires clear communication and precision from day one. We have streamlined our procurement process into a fast, transparent four-step workflow designed to move your project from a digital blueprint to a finished high-precision component without the usual manufacturing headaches.
The 4-Step RFQ to Delivery Process
| Step | Phase | What Happens |
|---|---|---|
| 01 | Secure CAD Upload | You send your STEP, IGES, or SolidWorks files. We sign mutual NDAs immediately to protect your intellectual property. |
| 02 | Technical DFM Review | Our engineering team reviews the geometry for tool access, thermal stresses, and material-specific machinability. |
| 03 | Formal Quote & Schedule | You receive a transparent breakdown of costs, lead times, and tooling options tailored to your production volume. |
| 04 | Production & Global Shipping | We execute the subtractive manufacturing, run strict quality checks, and ship your parts in high-security packaging. |
Step 1: CAD File Upload & Secure NDAs
Everything starts with your design data. We routinely work with standard industry formats like STEP, IGES, and SolidWorks. Because we serve sensitive industries like defense and aerospace, data security is non-negotiable. Before you even submit your files for ceramic cnc machining, we can establish a secure Non-Disclosure Agreement (NDA) to guarantee your proprietary designs remain completely confidential.
Step 2: Feasibility & DFM Review by Technical Engineers
Advanced ceramics don’t behave like metals. Our specialized engineers analyze your 3D models specifically for custom technical ceramic fabrication. We check for wall thickness safety margins, sharp internal corners that cause stress concentration, and high-risk geometries. If a feature looks prone to micro-cracking during high-speed milling, we catch it here and suggest practical design adjustments.
Step 3: Formal Processing Quote & Lead Time Schedule Confirmation
We deliver clear, actionable commercial terms. Your quote includes comprehensive pricing with zero hidden fees, factoring in material costs (whether sourcing standard alumina or premium Macor glass ceramics), machining cycle times, and post-process finishing. We also provide realistic, firm lead times so you can keep your project timeline on schedule.
Step 4: Component Production, Inspection, and Secure Global Shipping
Once approved, your project moves directly to our manufacturing floor. We utilize state-of-the-art advanced ceramic CNC milling and high-precision diamond grinding equipment to hit your exact specs. After passing rigorous metrology inspections, finished parts are packed in custom, shock-absorbent materials designed specifically for brittle technical ceramics, ensuring they arrive at your facility in perfect condition.
Technical FAQ for Ceramic CNC Machining
What is the difference between green and fully fired ceramic machining?
The main differences lie in the material state, tool wear, and final precision. Green machining happens before the material is sintered (fired), meaning the ceramic behaves like chalk or dense plastic, allowing for fast material removal. Fully fired machining deals with the final ultra-hard ceramic, requiring specialized diamond tools.
| Feature | Green Machining (Pre-Sintered) | Fully Fired Machining (Post-Sintered) |
|---|---|---|
| Material Hardness | Low (chalk-like consistency) | Extreme (requires diamond tooling) |
| Material Removal Rate | High and fast | Low and gradual |
| Material Shrinkage | Shrinks up to 20% during firing | Zero shrinkage |
| Best For | Heavy material removal and rough shapes | Ultra-precise tolerances and fine finishes |
How does PrecisionVast prevent micro-cracks and structural defects?
Preventing micro-fissures during advanced ceramic CNC milling requires strict control over heat and mechanical stress. Our infrastructure eliminates structural defects through three specific manufacturing controls:
- High-Frequency Spindles: Running at 40,000 to 60,000 RPM keeps the cutting forces low and steady, reducing impact stress on the part.
- Constant Liquid Cooling: Continuous, high-pressure coolant floods the cutting zone to prevent thermal shock and micro-cracking.
- Ultrasonic-Assisted Machining: Adding microscopic ultrasonic vibrations to the diamond tool lowers tool resistance and chipping risk.
Can you machine custom threads directly into high-density technical ceramics?
Direct helical threading is possible in green state ceramics, but it is not ideal for fully sintered materials due to extreme stress concentration on the thread peaks. For high-density technical ceramics turning and milling, we achieve the best results using alternative fastening methods.
- Wire Diamond Thread Grinding: Used for coarser, low-load external threads.
- Metal Inserts: Epoxied or shrink-fitted into precision-machined pockets to provide durable metal-to-metal threading.
- Through-Bolts and Flanges: Clamping designs that avoid stress concentrations entirely.
What is the minimum wall thickness your CNC milling machine can hold?
For most custom alumina ceramic parts and zirconia components, our standard limit for minimum safe wall thickness is 0.5 mm to 1.0 mm, depending heavily on the part’s geometry and aspect ratio.
While thinner walls can sometimes be achieved via specialized ceramic micro-machining, anything below 0.5 mm increases the risk of structural failure under the cutting load of subtractive manufacturing for technical ceramics. Similar strict structural limitations apply across advanced materials, which is why engineering teams also carefully evaluate structural integrity when designing biocompatible medical components like titanium bionics and implants.