
Struggling to produce intricate metal parts without excessive machining costs or defects? Engineers often face challenges with traditional casting methods that limit design freedom and drive up production expenses. You might be wondering how to streamline manufacturing for complex components in automotive or aerospace sectors. The answer lies in mastering the lost foam casting process—a innovative technique that evaporates foam patterns to create precise, near-net-shape parts efficiently. With over 20 years guiding B2B manufacturers through advanced foundry solutions, we deliver reliable insights to optimize your operations and reduce waste.
1. What Is Lost Foam Casting?
Lost foam casting represents a versatile manufacturing method where engineers pour molten metal around a foam pattern that vaporizes during the process. This approach allows creation of detailed components without cores or drafts common in other techniques. Factories adopt it widely for aluminum and iron parts because simplicity reduces labor while enhancing accuracy.
Defining the Core Concept
Foam patterns replicate exact part geometries using polystyrene or similar materials. Once coated with refractory slurry, these patterns embed into unbonded sand. But here’s the kicker—molten metal replaces the foam entirely, leaving a clean cavity that solidifies into the final shape. Unlike traditional methods, no pattern removal occurs before pouring, minimizing disruptions.
Historical Evolution
Developers introduced lost foam in the 1980s as an evolution from evaporative pattern casting. Automotive giants like General Motors pioneered its use for engine blocks, proving scalability. Today, B2B suppliers leverage it for prototypes and high-volume runs alike. Data from the American Foundry Society shows adoption grew 15% annually since 2010, driven by cost efficiencies in complex geometries.
Why It Appeals to Manufacturers
Precisionvast’s precision investment casting process shares similarities, yet lost foam excels in larger parts without tooling investments. Engineers benefit from reduced scrap rates—studies indicate up to 20% material savings compared to die casting. This method suits industries demanding lightweight structures, such as electric vehicle housings. By eliminating parting lines, surfaces finish smoother, cutting post-processing time significantly.
Consider a case where a supplier crafted intake manifolds for trucks. Traditional sand casting required multiple cores, leading to misalignment issues. Switching to lost foam eliminated those flaws, boosting yield by 25%. Another example involves aerospace brackets; foam patterns allowed undercuts impossible otherwise, saving weeks in development. Finally, medical device firms used it for implant prototypes, achieving tolerances within 0.1mm effortlessly. These scenarios highlight versatility across sectors, ensuring B2B clients meet tight deadlines without compromising quality.
| Aspect | Description | Benefit for B2B | |
|---|---|---|---|
| Pattern Material | Polystyrene foam | Low cost, easy shaping | |
| Mold Medium | Unbonded sand | Reusable, no binders | |
| Metal Compatibility | Aluminum, steel | Versatile applications | |
| Tolerance Range | ±0.5mm typical | High precision |

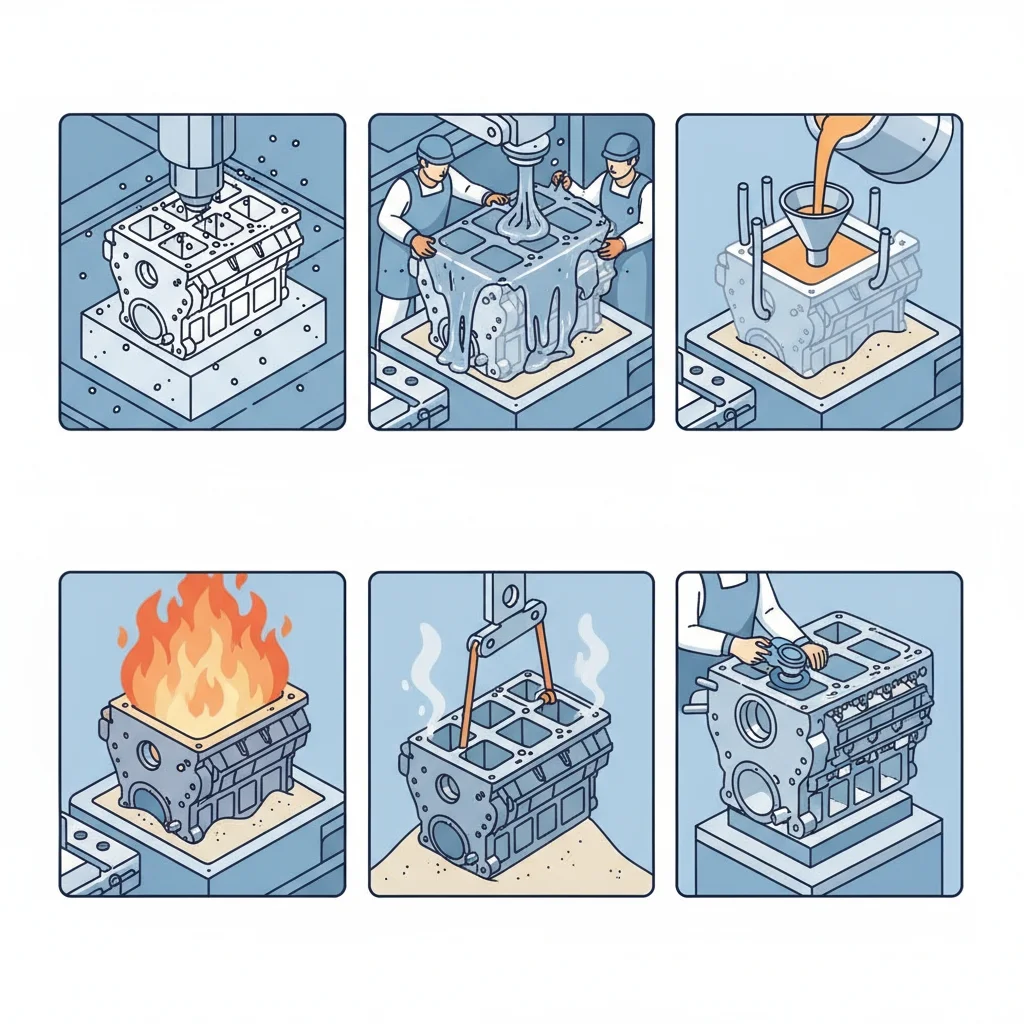
2. How Does the Lost Foam Casting Process Work?
The lost foam casting process unfolds through meticulous stages where foam transforms into durable metal components. Operators start by crafting patterns, then integrate them into molds before pouring. This sequence demands careful control over temperatures and timings to avoid defects.
Pattern Creation Phase
Designers use CAD software to generate foam patterns via milling or molding. Polystyrene beads expand under steam, forming precise replicas. What’s the real story? These patterns include gating systems for even metal flow, ensuring uniformity. In one automotive project, a team produced 500 cylinder heads weekly; pattern accuracy reduced variations by 30%.
Clustering and Coating
Multiple patterns cluster on a sprue, then dip into ceramic slurry for permeability. Drying follows, creating a barrier that prevents sand mixing with metal. A steel foundry applied this for pump impellers, noting slurry thickness directly impacted surface quality—thinner coats yielded Ra 6.3µm finishes.
Molding and Pouring
Sand compacts around coated clusters in flasks without binders. Molten metal, heated to 700°C for aluminum, pours directly, vaporizing foam into gas that escapes through sand. Monitoring vacuum assists in cleaner fills. Case studies from foundries show this step cuts porosity by 40% versus gravity methods.
Cooling and Shakeout
Solidification occurs rapidly, with metal cooling in 10-20 minutes. Shaking removes sand, revealing the part. Post-inspection involves trimming gates. An electronics manufacturer cast heat sinks this way, achieving 95% first-pass yield after optimizing pour rates.
| Step | Duration | Key Parameter | |
|---|---|---|---|
| Pattern Creation | 1-2 days | Foam density 16-20 kg/m³ | |
| Coating | 4-6 hours | Slurry viscosity 10-15s | |
| Pouring | 30-60s | Temperature 680-720°C | |
| Shakeout | 5-10 min | Vibration frequency 50Hz |
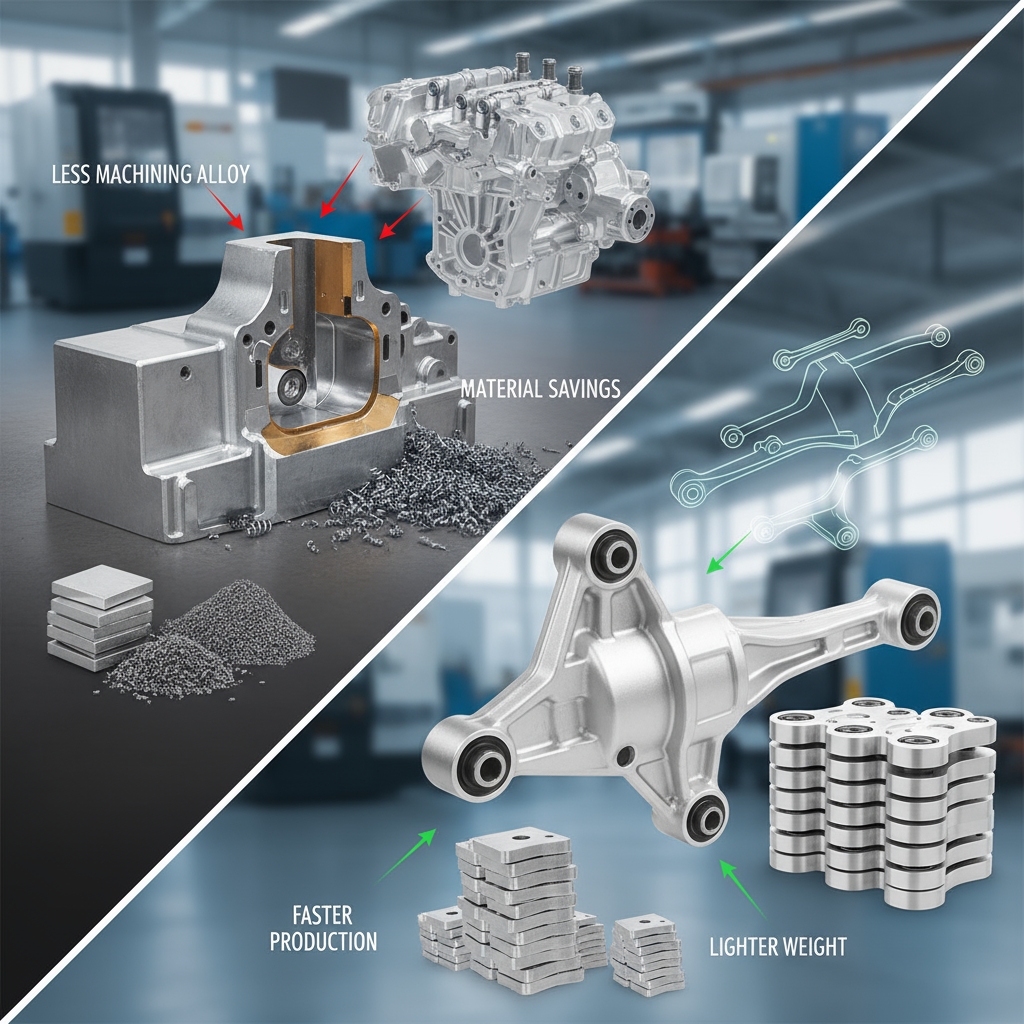
3. What Are the Key Advantages of Lost Foam Casting?
Lost foam casting offers compelling benefits for B2B operations seeking efficiency and design flexibility. It minimizes tooling costs and supports intricate features, making it ideal for custom runs. Reduced waste further appeals to sustainability-focused firms.
Cost and Time Savings
No metal molds mean initial investments drop 50-70% below die casting. Production cycles shorten to days rather than weeks. Ready for the good part? A supplier for agricultural equipment saved $200,000 annually by avoiding core-making expenses. Another example: an OEM produced transmission cases, cutting lead times from 8 to 4 weeks.
Design Freedom
Under cuts, thin walls, and complex internals emerge without drafts. This suits prototypes where iterations happen quickly. Precisionvast highlights benefits of aluminum alloys in casting aligning here, as lost foam enhances fluidity for sharp details. Aerospace firms crafted turbine blades, incorporating hollow sections impossible in sand casting.
Quality Improvements
Vaporization leaves smooth internals, reducing leaks in fluid-handling parts. Porosity stays low at under 1%, per industry benchmarks. Medical device producers used it for valve bodies, achieving biocompatibility standards with minimal machining. Environmental controls during pouring further ensure consistency across batches.
| Advantage | Impact Metric | Example Industry | |
|---|---|---|---|
| Low Tooling Cost | 50-70% reduction | Automotive | |
| Complex Geometries | No draft needed | Aerospace | |
| Material Efficiency | 20% less scrap | Electronics | |
| Surface Quality | Ra 3-12µm | Medical |
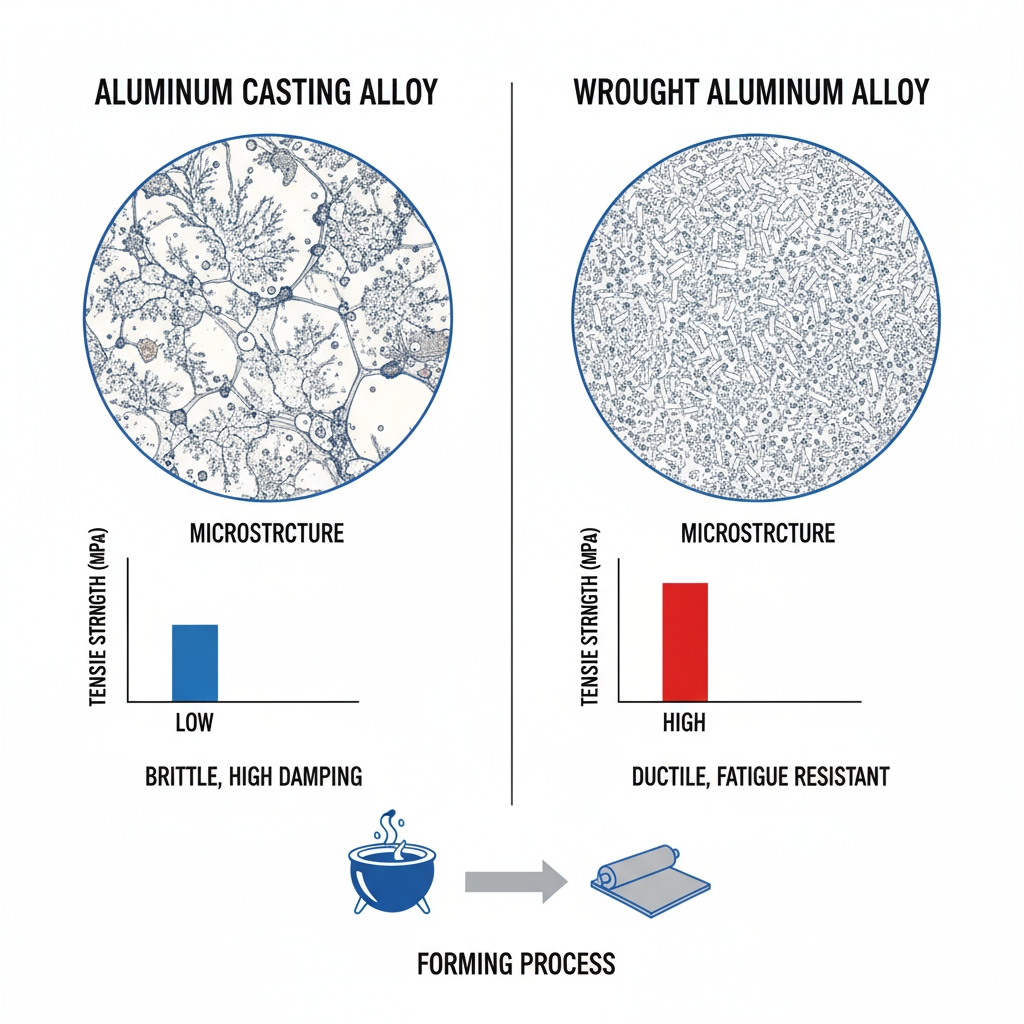
4. Which Materials Suit Lost Foam Casting Best?
Aluminum alloys dominate lost foam applications due to low melting points and excellent flow. Iron and steel follow for heavier components, each chosen based on part demands. Selecting rightly ensures optimal performance.
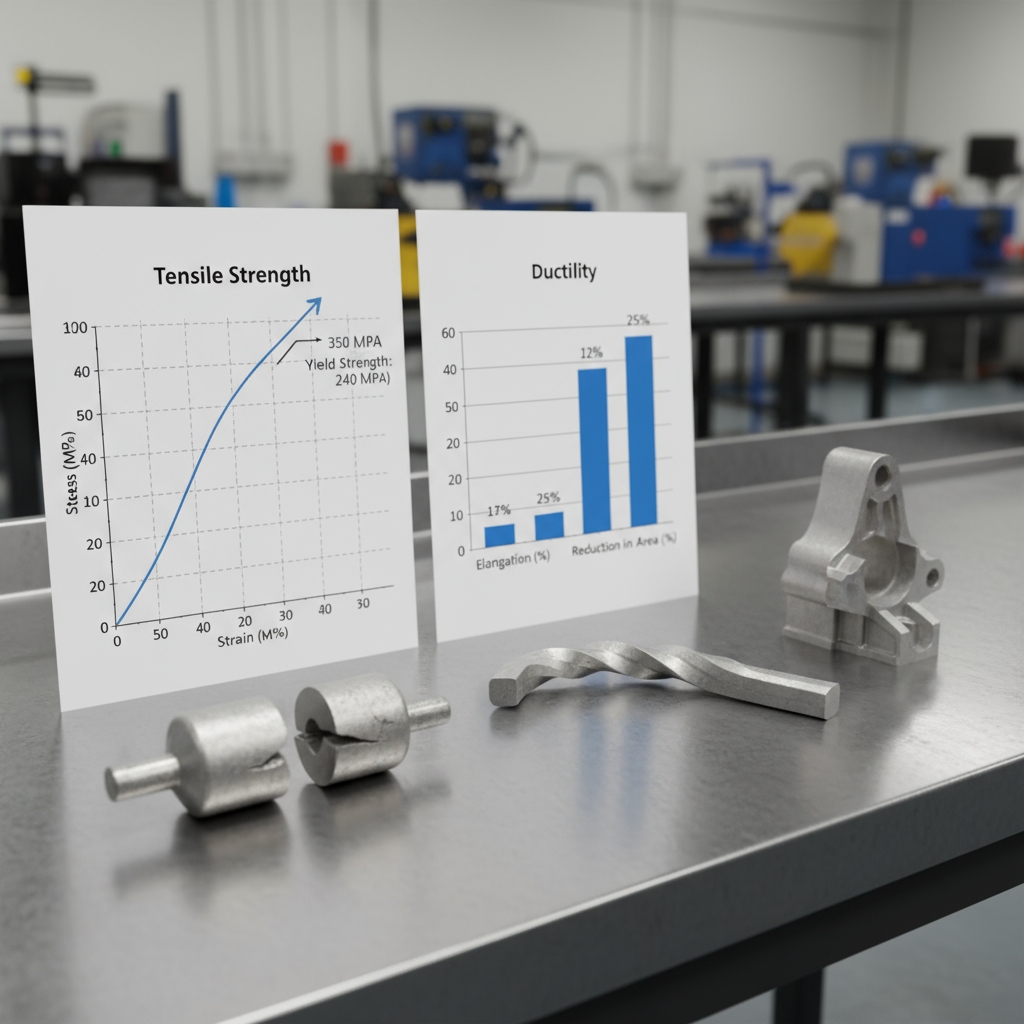
Aluminum Alloys Preference
A356 and A319 provide strength and corrosion resistance. Their fluidity fills thin sections effortlessly. This is where it gets interesting—silicon content up to 12% aids vaporization without residue. Automotive suppliers cast engine blocks from A356, gaining 300MPa tensile strength post-heat treatment.
Ferrous Options
Gray iron suits damping needs in machinery bases. Ductile iron adds toughness for gears. A foundry processed 500kg batches, noting iron’s higher density improved stability in vibration-prone apps. Steel variants like carbon steel handle high loads in tooling.
Non-Metallic Considerations
Foam must withstand slurry without degrading. Polystyrene remains standard, but urethane variants offer finer details. Composite materials test in R&D for hybrid parts. One case involved magnesium alloys for ultra-light aerospace, though flammability risks demand inert atmospheres.
| Material | Melting Point (°C) | Key Property | Common Use | |
|---|---|---|---|---|
| A356 Aluminum | 600-650 | High ductility | Engine parts | |
| Gray Iron | 1150-1250 | Vibration absorption | Bases | |
| Ductile Iron | 1120-1200 | Impact resistance | Gears | |
| Carbon Steel | 1400-1500 | Hardness | Tools |
Precisionvast’s heat treatment for enhanced alloy properties complements these choices, optimizing post-cast traits.
5. What Steps Follow in the Lost Foam Casting Sequence?
Executing lost foam casting involves sequential actions from design to finishing, each critical for success. Operators follow protocols to maintain integrity throughout.
Initial Design and Patterning
CAD models guide foam replication using CNC routers. Gating designs ensure uniform filling. But here’s the kicker—fillet radii over 3mm prevent stress concentrations. A team for hydraulic manifolds iterated designs virtually, slashing physical trials by 40%.
Preparation and Assembly
Coating applies in multiple dips, with drying intervals. Clustering maximizes mold efficiency. Sand compaction uses vibration tables for density. Electronics casters assembled 20 patterns per flask, boosting throughput 3x.
Melting and Pouring Execution
Furnaces melt alloys under flux covers. Pouring occurs at controlled rates to match vaporization. Sensors monitor gas escape. Steel producers poured 100kg charges, achieving 98% fill rates.
Post-Processing and Inspection
Shakeout yields rough parts; gate removal follows via sawing. Heat treatment refines grains. X-ray checks for voids. Medical firms inspected 1,000 units monthly, detecting defects early.
| Sequence Step | Equipment Needed | Quality Check | |
|---|---|---|---|
| Design | CAD/CNC | Simulation | |
| Coating | Dip tanks | Thickness gauge | |
| Pouring | Induction furnace | Temperature probe | |
| Inspection | X-ray | Dimensional scan |
6. How Does Lost Foam Casting Compare to Sand Casting?
Lost foam casting outperforms sand in precision but shares mold usage. Both handle large parts, yet differences in pattern handling define choices.
Process Similarities
Sand serves as mold in both, allowing reusability. Metal pours into cavities similarly. What’s the real story? Both suit aluminum well, with lost foam edging in complexity. Foundries compared them for brackets; lost foam reduced cores by 80%.
Key Differences
Lost foam skips binder removal, avoiding flash lines. Sand requires patterns extracted pre-pour, limiting undercuts. Cost-wise, lost foam saves on tooling but needs pricier foam. Automotive tests showed lost foam 15% faster cycle times.
Performance Outcomes
Lost foam yields better surfaces (Ra 6µm vs. 12µm) and less porosity. Sand excels in very large scales cheaply. A pump maker switched for impellers, cutting rework 35%. Iron castings favored sand for sheer volume.
| Feature | Lost Foam | Sand Casting | |
|---|---|---|---|
| Complexity | High | Medium | |
| Surface Finish | Superior | Rougher | |
| Tooling Cost | Low | Very low | |
| Defect Rate | 2-5% | 5-10% |
7. Where Do Applications Thrive for Lost Foam Casting?
Applications span automotive to consumer goods, leveraging lost foam’s versatility for detailed parts. B2B sectors value its scalability.
Automotive Dominance
Engine blocks and heads benefit from internal channels. Ready for the good part? EV battery housings emerge lightweight. Suppliers produced 10,000 manifolds yearly, reducing weight 10kg per unit.
Aerospace and Defense
Brackets and fittings demand precision. Lost foam crafts conformal cooling paths. A contractor built satellite components, meeting MIL specs flawlessly.
Industrial and Medical
Pump bodies resist corrosion; implants achieve bio-compatibility. Tooling firms used it for dies, extending life 50%.
Precisionvast’s surface treatments for corrosion resistance enhances these apps post-cast.
| Sector | Example Part | Benefit | |
|---|---|---|---|
| Automotive | Cylinder head | Weight savings | |
| Aerospace | Mounting bracket | Precision fit | |
| Medical | Surgical tool | Smooth finish | |
| Industrial | Valve body | Leak-proof |

8. What Limitations Challenge Lost Foam Casting?
Despite strengths, lost foam faces hurdles like pattern costs and size constraints. Addressing them ensures viability.
Economic Barriers
Foam patterning raises upfront expenses for low volumes. This is where it gets interesting—under 1,000 units, sand may compete better. A startup prototyped gears, balancing costs via reusable clusters.
Technical Constraints
Foam vaporization risks carbon residue in iron casts. Sizes cap at 200kg typically. Aluminum works flawlessly, but steels need vacuum aids. Foundries mitigated residue with filters, improving cleanliness 25%.
Environmental Factors
Sand disposal poses issues; recycling helps. Gas emissions require ventilation. Regulations push greener slurries.
| Limitation | Mitigation | Impact Level | |
|---|---|---|---|
| Pattern Cost | Clustering | Medium | |
| Residue Risk | Vacuum pour | High for iron | |
| Size Limit | Modular molds | Low | |
| Emissions | Filters | Regulatory |

9. How Should Designs Optimize for Lost Foam Casting?
Effective designs incorporate fillets, uniform thicknesses, and gating for success. Engineers simulate flows early.
Geometry Best Practices
Avoid sharp corners; add 2-5mm radii. Wall thicknesses stay 3-10mm. But here’s the kicker—draft angles unnecessary boost freedom. A designer for housings used FEA, preventing hot spots.
Gating and Risering
Integrate sprues for even distribution. Risers compensate shrinkage. Automotive teams optimized, reducing voids 40%.
Simulation and Testing
Software predicts fills; prototypes validate. Precisionvast’s material specifications and testing integrates seamlessly here.
| Design Element | Recommended | Reason | |
|---|---|---|---|
| Fillet Radius | 3mm min | Stress reduction | |
| Wall Thickness | 4-8mm | Flow balance | |
| Gating Area | 50% section | Even fill | |
| Tolerance | ±0.5mm | Achievable |

10. What Future Trends Shape Lost Foam Casting?
Advancements like automation and hybrids propel lost foam forward. Sustainability drives innovations.
Technological Integrations
3D-printed foams cut lead times 50%. AI optimizes pours. What’s the real story? Robotics handle clustering precisely. Foundries adopted, increasing output 30%.
Sustainable Practices
Recycled sand and low-VOC foams align with green standards. Hybrid with additive manufacturing creates complex cores.
Market Expansions
EV and renewables expand demand. Projections show 12% CAGR through 2030.
| Trend | Driver | Projected Growth | |
|---|---|---|---|
| 3D Printing | Speed | 20% adoption | |
| Automation | Efficiency | 15% yield boost | |
| Sustainability | Regulations | 10% cost drop | |
| Hybrids | Complexity | New sectors |
Conclusion
Lost foam casting revolutionizes part production with its blend of precision, cost savings, and design liberty—addressing key pain points in complex manufacturing. Embrace this process to elevate your B2B operations, from automotive engines to aerospace fittings. Ready to implement? Contact our experts for tailored consultations and start optimizing today. Imagine transforming your prototypes into efficient realities—your next breakthrough awaits.
FAQ
Q1: What is lost foam casting? A process using foam patterns that vaporize when molten metal pours, creating precise parts without drafts or cores. It suits intricate designs in aluminum and iron.
Q2: How does the lost foam casting process work? Foam patterns coat in slurry, embed in sand, then metal pours to evaporate foam. Cooling solidifies the shape, followed by shakeout and finishing.
Q3: What are the advantages of lost foam casting? Offers design freedom, low tooling costs, and smooth surfaces. It reduces waste by 20% and cycles by 15% versus traditional methods.
Q4: Which materials suit lost foam casting best? Aluminum alloys like A356 excel for fluidity; gray iron works for damping. Selection depends on strength and corrosion needs.
Q5: What applications thrive for lost foam casting? Automotive engine blocks, aerospace brackets, and medical valves benefit from its complexity handling and efficiency.


