Description
Custom investment casting mold design with wax injection dies CAE simulation CNC tooling for titanium and stainless steel fast 8 hour engineering quote.
Understanding the Wax Injection Die: The Core of Investment Casting
The foundation of high-precision metal components lies in the quality of the tooling. In our manufacturing facility, the investment casting mold—technically known as the wax injection die—is the critical starting point. This tooling dictates the dimensional accuracy, surface finish, and structural integrity of the final cast part. We treat mold design not just as a preliminary step, but as the primary engineering phase where product quality is locked in.
Defining the Permanent Metal Die vs. The Sacrificial Pattern
It is essential to distinguish between the tooling and the consumable pattern in the lost-wax process.
- The Permanent Metal Die: This is the investment casting mold we machine from high-grade aluminum or steel. It is a permanent asset designed to withstand repeated cycles of high-pressure wax injection.
- The Sacrificial Pattern: This is the wax replica produced by the die. For every single metal part required, one wax pattern must be injected and subsequently melted away (lost) during the de-waxing phase.
Our focus is on machining the permanent die to exact negative specifications, ensuring that every sacrificial wax pattern produced is a perfect clone of the intended design.
Why We Prioritize DFM (Design for Manufacturing) Before Cutting Metal
We do not simply machine to print; we engineer for success. Before raw material is loaded into our CNC machines, our engineering team conducts a comprehensive DFM (Design for Manufacturing) review. This proactive step identifies potential production risks such as:
- Undercuts: Features that prevent the mold from opening cleanly.
- Draft Angles: Ensuring sufficient taper for smooth wax ejection.
- Wall Thickness: Identifying areas prone to cooling distortion.
By optimizing the blueprint for the investment casting mold process, we eliminate costly revisions and ensure that the tooling yields consistent, defect-free wax patterns from the very first trial run.
The Role of CAE Simulation in Preventing Air Entrapment
To guarantee internal metallurgical integrity, we utilize advanced CAE (Computer-Aided Engineering) simulation prior to finalizing the mold structure. This technology allows us to digitally visualize the flow of molten metal and the solidification process before physical casting begins.
Through simulation, we can:
- Optimize Gating Systems: Determine the ideal entry points for metal to prevent turbulence.
- Predict Porosity: Identify hot spots where shrinkage might occur.
- Eliminate Air Pockets: Strategically place vents in the investment casting mold design to allow gas escape.
This data-driven approach ensures that the physical tooling we manufacture produces components that meet rigorous aerospace and industrial standards for density and strength.
Our Custom Mold Manufacturing Capabilities
At Dongying Vast Alloy Technology, we don’t outsource the most critical step of the process. We design and manufacture every investment casting mold in-house at our Shandong facility. This internal control allows us to bridge the gap between engineering blueprints and the final metal component, ensuring that the tooling strategy aligns perfectly with your production volume and budget.
Aluminum Dies (T6 Series): Balancing Cost and Heat Dissipation
For many projects, an Aluminum Master Die (specifically T6 series aluminum) is the smart choice. Aluminum is easier to machine than steel, which significantly lowers your upfront tooling costs. Beyond cost, aluminum offers superior heat dissipation. This allows the injected wax to cool and solidify faster, reducing cycle times for each pattern.
- Best For: Low to medium volume production runs.
- Key Benefit: Lower initial investment and faster cooling rates.
Hardened Steel Dies (P20/H13): Durability for High-Volume Production
When your project demands longevity and high-volume output, we utilize hardened steel dies like P20 or H13. These materials are built to withstand the abrasive nature of repeated wax injection cycles without losing dimensional accuracy. While the machining time is longer, the extended tool life makes this the most economical option for large-scale manufacturing.
Material Comparison: Aluminum vs. Steel Tooling
| Feature | Aluminum Die (T6) | Hardened Steel Die (P20/H13) |
|---|---|---|
| Tooling Cost | Lower | Higher |
| Machining Speed | Fast | Slow |
| Heat Dissipation | Excellent (Faster Cycle) | Moderate |
| Durability | Good (Medium Volume) | Excellent (High Volume) |
| Best Application | Prototyping & Mid-Run | Mass Production |
Manual vs. Semi-Automatic Tooling Options
We tailor the mold mechanism to the complexity of the part.
- Manual Tooling: Ideal for complex geometries requiring multiple loose cores or inserts that must be hand-loaded. This is often used for intricate components found in medical equipment where precision outweighs speed.
- Semi-Automatic Tooling: Uses hydraulic or pneumatic systems to eject the wax pattern automatically. This is essential for maintaining consistency and speed in higher-volume orders.
Rapid Tooling and SLA Printing for Prototyping
Not every project is ready for hard tooling immediately. We utilize Rapid Prototyping (SLA) to 3D print wax patterns directly. This allows us to bypass the creation of a physical metal mold entirely for the initial testing phase. It is the fastest way to validate a design before committing to CNC Machined Tooling, saving you time and money on design iterations.
Technical Specifications and Tolerance Standards

Precision isn’t just a goal; it’s the baseline of our operation. When we engineer an investment casting mold, we are defining the final dimensional accuracy of the metal component. Our facility operates under ISO9001 certification, ensuring that every tool we cut meets strict international benchmarks before a single wax pattern is injected.
We utilize advanced CMM (Coordinate Measuring Machine) inspection to verify that the master die aligns perfectly with your engineering blueprints. Whether you are developing aerospace components or carbon steel casting parts for industrial machinery, the tooling must account for specific material shrinkage rates to ensure the final cast meets the required specifications.
Key Manufacturing Specifications
| Feature | Specification Standard | Notes |
|---|---|---|
| Linear Tolerances | ISO 8062 CT4-CT6 | High-precision casting standard. Tighter tolerances achievable upon DFM review. |
| Surface Finish | Ra 1.6 – 6.3 μm | Reduces the need for secondary machining operations. |
| Mold Material | Aluminum (T6) or Steel | Selected based on production volume and budget. |
| Max Dimensions | Custom | Capable of handling large-scale complex geometries. |
Optimizing Mold Geometry
To ensure consistent production and prolong the life of the investment casting mold, we focus on two critical design elements:
- Draft Angle Optimization: We engineer precise draft angles into the die cavity. This ensures smooth ejection of the wax pattern without dragging or deforming the soft wax, maintaining the dimensional integrity of the part.
- Handling Complex Geometries: For designs with intricate internal channels or undercuts that a standard metal die cannot form, we utilize soluble wax cores. This allows us to cast highly complex shapes that would be impossible with traditional tooling methods, providing true design freedom.
The Engineering Process: From Blueprint to Ceramic Shell
Turning a digital CAD file into a production-ready investment casting mold isn’t just about cutting metal; it is a systematic engineering workflow. We move from theoretical blueprints to physical tooling through a strict four-step process designed to eliminate errors before they happen.
Step 1: Calculating Shrinkage Rates and Draft Angles
Before any machining begins, we have to account for physics. Both the injection wax and the molten metal will shrink as they cool. We apply a precise Linear Shrinkage Rate to the tooling design to compensate for this double-shrinkage factor. For example, if we are engineering a mold for carbon steel casting applications, we apply different scaling factors than we would for non-ferrous alloys because the solidification behaviors differ significantly.
Simultaneously, we perform Draft Angle Optimization. We add slight tapers (usually 0.5 to 1 degree) to vertical walls. This ensures the wax pattern releases easily from the die without drag marks or deformation.
Step 2: CNC Machining the Negative Cavity
Once the design is locked, we move to CNC Machined Tooling. We typically use high-speed CNC mills to cut the negative cavity into the block, whether it is an Aluminum Master Die or hardened steel.
- Roughing: Rapidly removing material to get close to the final shape.
- Finishing: Using fine cutters to achieve the required surface finish (Ra) and tight tolerances.
- EDM (Electrical Discharge Machining): Used for sharp corners or deep ribs that a rotating tool cannot reach.
Step 3: Wax Injection and Pattern Assembly
With the mold completed, we clamp the die and inject molten wax under controlled pressure. This creates the Sacrificial Pattern—an exact replica of your final part, but in wax. For complex geometries, we may inject multiple sections and assemble them, or use soluble wax cores for internal features. These wax patterns are then mounted onto a central wax sprue, creating a “tree” that is ready for the ceramic shell dipping process.
Step 4: CMM Verification of the Master Die
We never assume a mold is perfect just because the CNC machine finished its cycle. We validate the tooling using Coordinate Measuring Machines (CMM). This verification step checks the dimensions of the master die and the initial wax samples (often referred to as the T1 Sample Process). We compare these measurements directly against the original CAD data to ensure that every critical dimension falls within the allowable tolerance range before full-scale production begins.
Material Suitability: Molds for High-Performance Alloys
When we design an investment casting mold, we aren’t just thinking about the wax; we are engineering backwards from the final metal. Different alloys shrink and behave differently as they cool, meaning the master die must be scaled precisely to ensure the final part hits the print tolerances.
Tooling Considerations for Titanium and Superalloys
Casting reactive metals like Titanium and Nickel-based superalloys requires an elevated level of precision in the tooling phase. Because these materials are often used in critical environments, the wax injection die must produce patterns with exceptional dimensional stability.
For these high-value materials, we pay strict attention to:
- Precise Shrinkage Calculation: Superalloys have unique solidification rates. If the die doesn’t account for this specific linear shrinkage, the final casting will fail inspection.
- Surface Finish Requirements: Any imperfection in the mold transfers to the wax, and subsequently to the hard metal. For aerospace parts, we polish the die cavity to a mirror finish to minimize post-cast machining.
- Gate Design: The flow of wax into the mold mimics how metal will flow into the ceramic shell. We design gating systems that prevent turbulence, which is critical when working with premium high-temperature alloys that demand consistent structural integrity.
Designing for Stainless Steel (304/316) and Carbon Steel
Stainless steel (grades 304 and 316) and carbon steel are the workhorses of the investment casting industry. While they are more forgiving than titanium, they still demand rigorous tooling standards to maintain cost-efficiency.
- Stainless Steel (304/316): These alloys are prone to specific shrinkage patterns. We design the mold to compensate for this, ensuring that corrosion-resistant parts for marine or food machinery applications fit together perfectly without extensive secondary machining.
- Carbon Steel: For structural components, we focus on robust mold designs that allow for high-volume wax injection cycles. The goal here is repeatability and speed, ensuring the tooling can withstand thousands of shots while maintaining tight tolerances.
Applications in Aerospace, Medical, and Industrial Valves
The versatility of our tooling capabilities allows us to serve a wide range of industries where precision is non-negotiable.
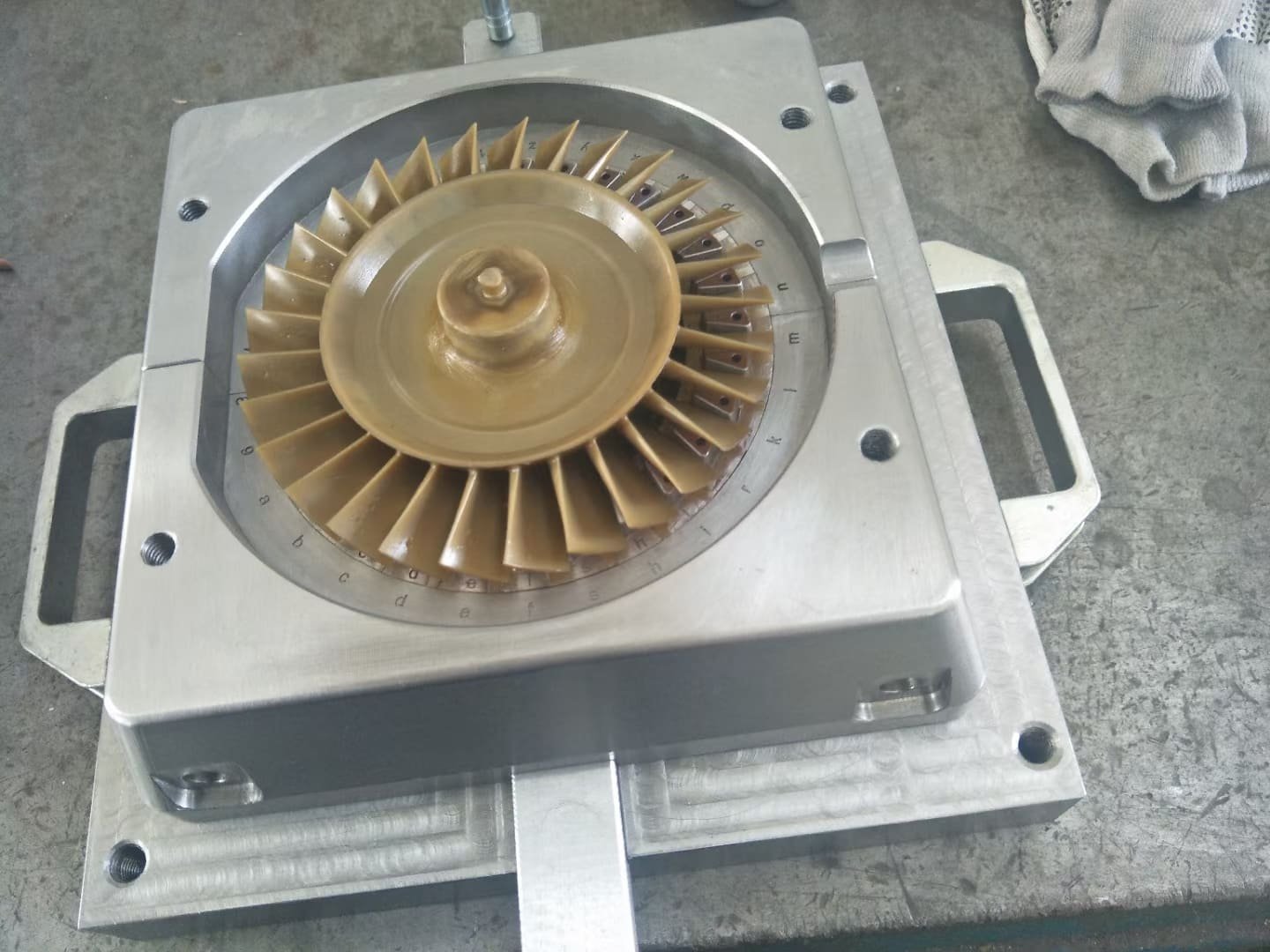
- Aerospace: We manufacture molds for turbine blades and structural brackets using heat-resistant superalloys.
- Medical Equipment: Our tooling supports the production of biocompatible implants and surgical instruments, often cast in Titanium or Cobalt-Chrome.
- Industrial Pumps & Valves: We design multi-cavity molds for complex valve bodies and impellers, primarily using Stainless Steel and Carbon Steel to handle high-pressure environments.
Comparing Investment Casting Molds vs. Other Methods

Choosing the right manufacturing path often comes down to balancing tooling costs, material requirements, and required tolerances. While we specialize in the lost-wax process, understanding how an investment casting mold stacks up against other techniques helps you make the smartest decision for your production budget.
Investment Casting Tooling vs. Die Casting: Cost and Alloy Flexibility
The biggest differentiator here is material versatility and upfront investment. Die casting is fantastic for massive runs of soft metals like aluminum or zinc, but the tooling costs are astronomical because the molds must withstand immense pressure.
In contrast, our investment casting molds (wax injection dies) are typically machined from aluminum. Since these dies only need to shape liquid wax—not molten metal—they are far less expensive to manufacture and modify. Furthermore, die casting cannot handle high-melting-point metals. If your blueprint calls for stainless steel or high-temperature superalloys, investment casting is often the only viable choice for complex geometries.
| Feature | Investment Casting Mold | Die Casting Mold |
|---|---|---|
| Tooling Cost | Moderate (Aluminum Dies) | High (Hardened Steel) |
| Material Choice | Steel, Titanium, Superalloys, Aluminum | Mostly Aluminum, Zinc, Magnesium |
| Design Complexity | High (Undercuts allowed) | Limited (Must eject rigid part) |
| Volume Suitability | Low to High Volume | Very High Volume |
Precision Advantages Over Sand Casting Methods
When surface finish and tight tolerances are non-negotiable, investment casting outperforms traditional sand casting. Sand casting relies on a compacted sand mold, which inherently leaves a rougher surface texture and requires generous machining allowances to clean up.
Our process uses a ceramic shell created from a precise wax pattern, allowing us to achieve near-net shape components with fine details like lettering, thin walls, and smooth surfaces (Ra 1.6 – 6.3). While the metal sand casting process is excellent for large, heavy structural parts where surface finish is secondary, investment casting is the superior option for precision components that need to fit perfectly right out of the box.
When to Choose Rapid Prototyping Over Hard Tooling
Before we cut a single chip of aluminum for a production mold, we often recommend rapid prototyping, especially for new product development.
- Design Verification: If your design is still in flux, investing in a permanent metal die is risky.
- SLA Printing: We can 3D print the master pattern using Stereolithography (SLA). This printed pattern is burned out of the ceramic shell just like wax, allowing us to cast a metal prototype without building a mold.
- Speed: This bypasses the tooling manufacturing time, getting a testable metal part in your hands in days, not weeks.
Once the design is locked in, we transition to machining the hard tooling for consistent, cost-effective volume production.
Frequently Asked Questions About Investment Casting Molds
What is the typical lead time for manufacturing a new mold?
Time is money, so we focus on efficiency. The lead time for an investment casting mold depends heavily on the complexity of the part geometry. Simple designs can be machined and ready for testing very quickly, while complex multi-cavity dies require more engineering time. Because we operate as a direct factory with in-house design and machining capabilities, we eliminate third-party delays, ensuring you get your T1 samples as fast as possible.
What is the expected lifespan (shot life) of an aluminum vs. steel die?
Your choice of tooling material should match your production volume.
- Aluminum Dies: These are cost-effective and faster to machine, making them ideal for prototyping or low-to-medium volume runs.
- Steel Dies: If you need high-volume production or are understanding steel casting requirements for long-term projects, hardened steel is the way to go. It offers superior durability and maintains tight tolerances over tens of thousands of cycles.
Can you modify an existing mold if our design changes?
Yes, modification is often possible, but it has physical limits. “Steel safe” changes—where we remove metal from the mold to add material to the final part—are straightforward. However, changes that require adding metal back into the mold cavity are much harder and may require building a new tool. We always conduct a thorough DFM review before cutting metal to minimize the need for future modifications.
Do you handle the storage and maintenance of the molds?
Absolutely. We view your tooling as a critical asset. We provide secure storage and routine maintenance for all customer molds at our facility. This includes cleaning, minor repairs, and proper preservation to ensure the die is production-ready the moment you place a re-order.



Reviews
There are no reviews yet.